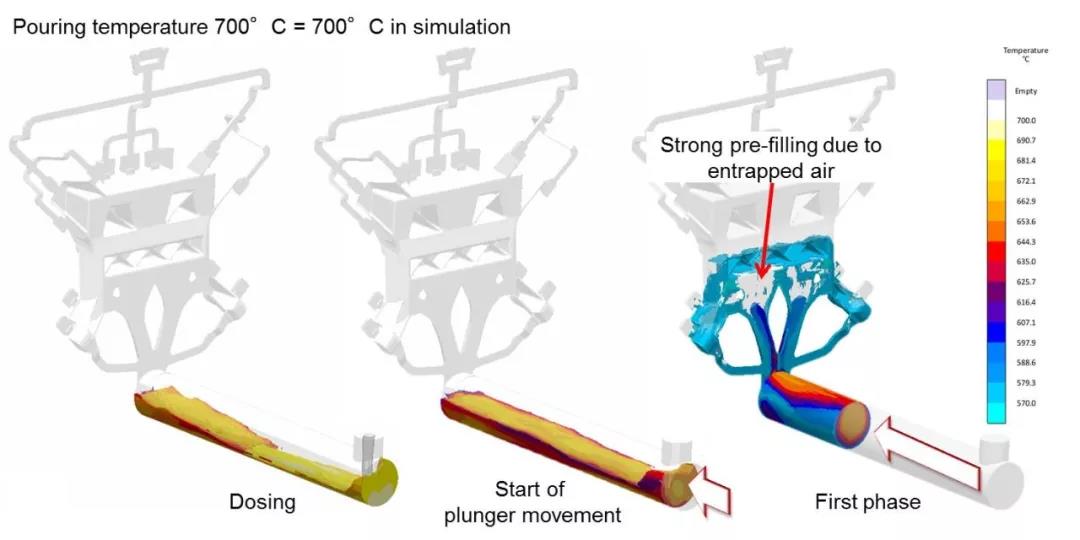
 圖4:考慮壓射室的接頭模具充型分析。在沖頭運(yùn)動的第一階段,所選擇的壓射曲線導(dǎo)致大量的卷氣和金屬液的顯著溫度損失。
卷氣或逸出氣體造成的氣孔是報廢的常見原因。尤其是在熱處理過程中,這些缺陷直接導(dǎo)致報廢,并對焊接性和鉚接能力等連接技術(shù)的鑄造要求產(chǎn)生負(fù)面影響。此外,通常較大且薄壁的結(jié)構(gòu)件在充型過程中易于導(dǎo)致熔體顯著的溫度損失。這導(dǎo)致了錯誤流態(tài),例如流痕和表面缺陷,甚至是鑄件的關(guān)鍵連接區(qū)域出現(xiàn)不可接受的冷隔。 |
.jpg)

.jpg)
.jpg)