.jpg) 原標題:基于齒形溢流槽的鋁合金壓鑄件成形試驗分析 壓鑄充型結束時,模具型腔內剩余的氣體含量直接影響最終成形的鑄件品質。氣體含量越大,越易造成氣孔、縮孔、縮松等缺陷,導致鑄件致密度低,力學性能差。當金屬液快速充填型腔時,為避免型腔中的氣體阻礙金屬液順暢充填而導致壓鑄缺陷,必須將型腔中的氣體及時排出。在壓鑄件的實際生產中,在鑄件易產生缺陷位置附近開設溢流槽可防止氣孔、縮孔缺陷的產生。 一般壓鑄件在充填時,氣體可以從模具分型面處開設的排氣道排出。但當模具分型面的密合程度較好,分型面處開設的排氣道空間有限時,型腔中的氣體不能及時排出,此時必須設置溢流槽。溢流槽能排除型腔中的氣體,儲存混有氣體、涂料、殘渣和冷污金屬液的冷料。因此采用合理的溢流槽能迅速引出型腔內的氣體,增強排氣效果,有效控制和調節金屬液充填流態,防止金屬液局部產生渦流,消除縮孔、縮松、渦流裹氣和冷隔。同時可以調節模具各部位的溫度,改善模具熱平衡狀態,減少鑄件流痕、冷隔和填充不良等缺陷。 對于帶有薄而深筋片的鑄件(如氣冷發動機的汽缸頭、風柵、鼓風機葉輪等)和薄壁殼形且深度大的零件時,盡管生產中也采取了開設溢流槽等措施,但由于受到模具空間的限制,還是會產生大量的氣孔和澆不足等缺陷。這通常是由于高速的金屬液流入深窄模具型腔時,快速的沖擊型腔而形成渦流。高速的金屬液將氣體卷入后,在凝固時將這些來不及排走的氣體包裹在其中,即使這些位置采用局部加壓、開大溢流槽等方法,仍然不能將其中卷入的氣體有效排出。為了減少鑄件在填充過程的各種缺陷,采用在原有模具上直接安裝齒形溢流槽結構,在不改變原有模具結構的基礎上,發現能有效改善充型時型腔內氣體壓力和金屬液充型能力,并有效排出低溫金屬液和浮渣,減少或消除各種壓鑄缺陷。通過多組試驗統計對比分析,得出的優化工藝參數能有效減少壓鑄缺陷。 圖文結果 試驗用材料為ADC12鋁合金,模具模芯材料為H13鋼,模具溫度為240℃,鋁液初始澆注溫度為670℃,模具型腔部分采用油路來控制平衡溫度,控制油路進口溫度為200℃,出口溫度為220℃,其他部分采用冷卻水冷卻,進口和出口溫度分別為40℃和60℃。慢壓射速度為0.22m/s,快壓射速度為2.1m/s,慢壓射區間為272mm,快壓射區間為74mm,產品包括澆口和溢流槽的總質量為0.787kg,壓鑄機合模力為3500kN,壓室直徑為φ60mm,壓室填充率為29.3%,料柄長度為16.3mm,增壓區間長度為10mm。
圖1 產品試制初期溢流槽3D設計模型
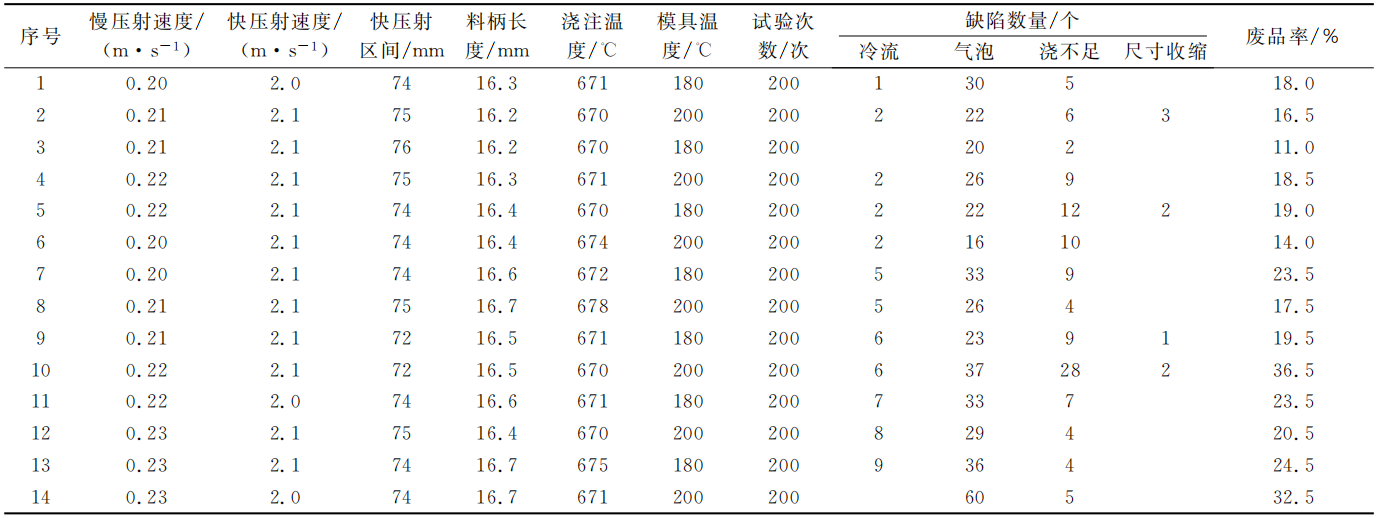
表1 壓鑄件試驗參數及缺陷統計
圖2 原始溢流槽和齒形溢流槽模型
表2 產品試驗參數及缺陷統計
圖3 采用原始溢流槽和齒形溢流槽的試驗效果 研究結論
(1)對薄壁殼形鑄件,采用傳統的溢流槽,有填充不良、氣孔等各種缺陷,這些壓鑄缺陷是由于模具型腔排氣不暢造成的。
作者 |
.jpg)
.jpg)
.png)
.jpg)

.jpg)
.jpg)