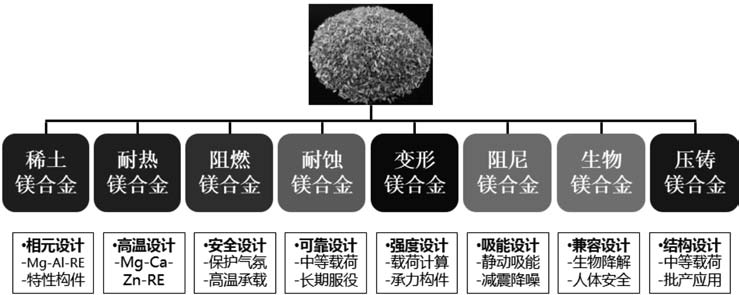
.png) 原標(biāo)題:鎂合金的研究現(xiàn)狀與發(fā)展趨勢(shì) 摘 要:介紹了鎂合金的特點(diǎn)、材料分類與國(guó)內(nèi)外應(yīng)用現(xiàn)狀,重點(diǎn)闡述了鎂合金材料的典型應(yīng)用、材料研究現(xiàn)狀與發(fā)展趨勢(shì)、加工技術(shù)研究現(xiàn)狀與發(fā)展趨勢(shì)和應(yīng)用評(píng)價(jià)現(xiàn)狀及發(fā)展趨勢(shì)。對(duì)國(guó)內(nèi)外鎂合金在制備工藝、微觀組織、力學(xué)性能與熔煉防護(hù)、表面防護(hù)與應(yīng)用技術(shù)方面的研究進(jìn)展進(jìn)行了歸納分析,概述了當(dāng)前鎂合金的技術(shù)發(fā)展與產(chǎn)品應(yīng)用現(xiàn)狀,并對(duì)鎂合金未來重點(diǎn)發(fā)展方向與亟待解決的問題進(jìn)行了展望。 前 言:鎂的密度為1.74 g/m³,是鋁的2/3,鋅的1/4,鋼鐵的1/5,是目前最輕的金屬結(jié)構(gòu)材料。其比強(qiáng)度、比剛度高于鋁、鋼鐵材料,遠(yuǎn)高于工程塑料;彈性模量為44.8 GPa,泊松比為0.35,相同載荷下可消耗更多的變形功,具有良好的減震吸振性能。鎂合金還具有優(yōu)異的流動(dòng)性、尺寸穩(wěn)定性與抗電磁干擾能力,在航空航天、艦船化工、3C(Computer、Communication、Consumer Electronics)領(lǐng)域得到了廣泛的應(yīng)用。鎂資源主要來源于菱鎂礦(MgCO?)、含鎂白云巖(MgCO?·CaCO?)、鹽湖區(qū)光鹵石鎂鹽(KCl·MgCl?·6H?O)及海水,我國(guó)菱鎂礦已探明儲(chǔ)量為50億噸,略低于俄羅斯,位居全球第二。2019年我國(guó)原鎂產(chǎn)量為35.83萬噸,出口量為10.65萬噸。2019年,我國(guó)鎂合金消耗量在汽車行業(yè)占比70%,3C行業(yè)占比20%,航空航天、運(yùn)輸化工等行業(yè)占比10%。 1808年,英國(guó)化學(xué)家SirHumphrey Davy采用熔融電解法首先制得了金屬鎂。1828年,法國(guó)科學(xué)家A.A.Bussy用還原法從熔融的無水氯化鎂中制得了純鎂。直至1886年,以Bunsen的電解槽為基礎(chǔ),德國(guó)建立了首個(gè)商業(yè)性電解鎂廠,鎂合金才開始應(yīng)用于工業(yè)生產(chǎn)。建國(guó)初期在蘇聯(lián)援助下,我國(guó)就開始了鎂合金產(chǎn)業(yè)的發(fā)展,隨著后續(xù)多個(gè)“五年計(jì)劃”的實(shí)施,形成了云海金屬、南京瑞寶、上海瑞格、銀光鎂業(yè)、鹽湖鎂業(yè)、萬豐鎂業(yè)、湖南稀土金屬材料研究院、重慶鎂業(yè)等重點(diǎn)生產(chǎn)單位與科研院所。隨著環(huán)境與能源問題的日益突出,輕量化設(shè)計(jì)已成為汽車、能源、商用航空等行業(yè)產(chǎn)品設(shè)計(jì)的首選。隨著鎂合金及其加工成形技術(shù)的不斷發(fā)展,材料性能不斷提高,且生產(chǎn)制造成本不斷下降,鎂合金材料的工業(yè)化應(yīng)用已成為近年來金屬材料領(lǐng)域的研究熱點(diǎn)。 1、鎂合金分類 鎂合金按照應(yīng)用工況與服役載荷可分為8種,其中壓鑄鎂合金與稀土鎂合金近年來的需求量持續(xù)增加,見圖1。與其他金屬材料、工程塑料相比,鎂合金密度低、減震性高、電磁屏蔽效果好、降噪性能優(yōu),且具有良好的加工成形與回收性能,在制造加工難度與材料應(yīng)用發(fā)展兩個(gè)維度都屬于當(dāng)今材料學(xué)領(lǐng)域的研究熱點(diǎn),見圖2。表1所示為國(guó)內(nèi)常用鎂合金材料的微觀組織與材料特性。
圖1 鎂合金材料分類
圖2 材料制造難度與應(yīng)用發(fā)展綜合評(píng)價(jià)分析
表1 國(guó)內(nèi)常用鎂合金微觀組織與材料特性 2、鎂合金典型應(yīng)用 自1929年推出AZ91,鎂合金的工業(yè)化應(yīng)用才算是得到了實(shí)質(zhì)性的進(jìn)展。自20世紀(jì)20年代鎂合金就開始在賽車上進(jìn)行了應(yīng)用性嘗試,德國(guó)大眾甲殼蟲汽車自1939年就開始采用壓鑄鎂合金曲軸箱,截止到1980年共生產(chǎn)了1 900萬輛,鎂合金制品總用量高達(dá)38萬噸。汽車領(lǐng)域鎂合金主要用于制造殼體、電力系統(tǒng)、動(dòng)力系統(tǒng)等部件,減重效果見表2。汽車用鎂合金的典型服役部件與材料牌號(hào)見表3,表4所示為鎂合金在航空航天領(lǐng)域的應(yīng)用。
表2 汽車領(lǐng)域用鎂合金減重效果(對(duì)比鋁合金)
表3 汽車用典型鎂合金牌號(hào)
表4 鎂合金在航空航天領(lǐng)域的應(yīng)用 根據(jù)主添加元素的不同,鎂合金可分為AZ系列(Mg-Al-Zn)、AM系列(Mg-Al-Mn)、AS系列(Mg-Al-Si)與AE系列(Mg-Al-RE)。AZ系列具有較佳的力學(xué)性能、鑄造性能與耐蝕性能,且具有較高的屈服強(qiáng)度,常用于制造形狀復(fù)雜的薄壁壓鑄件;AM系列多用于制造經(jīng)受沖擊載荷、安全性較高的服役部件。當(dāng)前,AZ91D(Mg-9Al-0.7Zn-0.2Mn)和AM60B(Mg-6Al-0.2Mn)兩個(gè)牌號(hào)占汽車用鎂合金的90%。AZ、AM系列使用溫度一般不超過150 ℃,高溫服役部件一般常選用AS系列鎂合金,AS系列具有較佳的蠕變性能,可用于制造曲軸箱、風(fēng)扇套、電機(jī)支架、葉片定子與離合器活塞等部件。鎂合金在汽車、槍械與電子產(chǎn)品等領(lǐng)域的典型應(yīng)用見圖3。
圖3 鎂合金材料的典型應(yīng)用 3、鎂合金材料研究現(xiàn)狀及發(fā)展趨勢(shì) 3.1?稀土鎂合金 通過添加稀土元素可提高鎂合金的力學(xué)性能與高溫物化性能,稀土元素的作用機(jī)制主要包括晶粒細(xì)化、晶界強(qiáng)化和固溶強(qiáng)化。表5所示為鎂合金常用稀土添加元素及其作用機(jī)制。添加Ca、Sr元素可明顯改善二次相的熱穩(wěn)定性,添加Si、Zr元素可顯著改善壓鑄鎂合金的高溫蠕變性能。馬健研究指出:當(dāng)Mg-5Sn-1Si合金Y添加含量由0.2%增至0.8%時(shí),生長(zhǎng)抑制因子GRF由16.94提高至17.96,枝晶臂間距由23.7 μm降低至12.5 μm,減少約47%。朱利敏通過添加Sm元素,顯著改善了Mg-8Gd-0.5Zr與Mg-8Gd-3Sm-0.5Zr合金在350~500 ℃變形溫度、0.002~0.1 s-¹應(yīng)變速率下的變形激活能,細(xì)化了再結(jié)晶的晶粒尺寸。
表5 鎂合金常用的稀土添加元素及其作用機(jī)制 3.2?耐熱鎂合金 耐熱鎂合金主要分為Mg-Al系耐熱鎂合金(AZ、AS和AM系列)、Mg-Zn系耐熱鎂合金(ZE、ZC和ZAC系列)、Mg-Zn-Al系耐熱鎂合金與Mg-RE系耐熱鎂合金(WE、ZE和QE系列) 。國(guó)內(nèi)應(yīng)用最廣泛的ZM5耐熱鎂合金使用溫限為120 ℃,ZM6使用溫限可達(dá)200~250 ℃,當(dāng)需要長(zhǎng)期服役溫度超出260 ℃時(shí),國(guó)內(nèi)尚無成熟的合金牌號(hào)可供選擇。美歐的WE43、WE54、QE22、Electron21與俄羅斯的MⅡ9、MⅡ10、MⅡ14長(zhǎng)期使用溫限可達(dá)228 ℃。表6所示為耐熱鎂合金的常用添加元素及其作用機(jī)制。耐熱鎂合金的強(qiáng)化機(jī)制為晶內(nèi)與晶界雙重強(qiáng)化,通過減小原子擴(kuò)散速率、限制位錯(cuò)運(yùn)動(dòng)、阻止晶界滑移,結(jié)合固溶強(qiáng)化、析出強(qiáng)化、準(zhǔn)晶強(qiáng)化與復(fù)合強(qiáng)化,可有效提高耐熱使用溫限;基于此,一般常選用大尺寸晶粒以增大原子擴(kuò)散距離,減少晶界擴(kuò)散通道;添加稀土元素在晶界析出細(xì)小的熱穩(wěn)定強(qiáng)化相,釘扎晶界阻止晶界滑移;采用固溶強(qiáng)化可在晶內(nèi)析出大量細(xì)小彌散分布的熱穩(wěn)定相阻礙位錯(cuò)滑移。耐熱鎂合金未來發(fā)展主要集中在以下四個(gè)方面:(1)研究低成本稀土元素Ca、Sr、Ba與Ⅳ、Ⅴ族元素對(duì)鎂合金耐熱性能的影響規(guī)律與作用機(jī)制,開發(fā)低成本合金;(2)采用快凝技術(shù)制備微米級(jí)乃至納米級(jí)準(zhǔn)晶組織,提高合金耐熱溫限;(3)采用單向擠壓、等通道轉(zhuǎn)角擠壓、扭轉(zhuǎn)擠壓、往復(fù)擠壓等大塑性成形工藝,實(shí)現(xiàn)晶粒與析出相的強(qiáng)化,提高耐熱性能;(4)通過新的熱處理技術(shù)與工藝裝備,提高合金的使用溫限。
表6 耐熱鎂合金常用添加元素及其作用機(jī)制 3.3?阻燃鎂合金 鎂合金熔點(diǎn)低,熔煉時(shí)易氧化燃燒形成多孔性疏松MgO層,其密度僅為0.8,無法有效覆蓋熔體表面阻止繼續(xù)燃燒,因此鎂合金熔煉必須采用阻燃防護(hù)。鎂合金阻燃防護(hù)主要包括熔劑防護(hù)、氣體防護(hù)與合金化阻燃防護(hù),其作用機(jī)制均為覆蓋鎂合金熔體表面,阻止鎂與空氣持續(xù)接觸以阻止燃燒。表7為鎂合金常用的保護(hù)熔劑化學(xué)成分配比。鎂合金氣體防護(hù)可分為兩類:(1)選用CO?、SO?或含F(xiàn)(六氟化硫SF6 、四氟乙烷HFC-134a、氟化酮等)反應(yīng)性氣體;(2)選用Ar等惰性氣體。鎂合金阻燃防護(hù)一般常添加Ca、Be、Zn與稀土元素,反應(yīng)生成的氧化物密度一般高于1,可有效覆蓋熔體表面,起到良好的保護(hù)效果。
表7 鎂合金常用保護(hù)熔劑化學(xué)成分配比 wB/% 對(duì)于1%~5%Mg含量的鎂合金,添加3%的Ca元素后合金燃點(diǎn)可由500 ℃提高至750 ℃,當(dāng)Ca元素添加量達(dá)5%時(shí),其氧化膜在970 ℃大氣中暴露60 min仍致密存在。由于BeO薄膜的熱力學(xué)穩(wěn)定性好、導(dǎo)熱系數(shù)高,可及時(shí)將氧化反應(yīng)熱傳導(dǎo)至熔體外部,避免熔體溫度惡性升高,且Be元素與氧的反應(yīng)熱高于Mg元素,因此添加Be元素可獲得較佳的阻燃效果。MgZn薄膜阻止Mg氧化燃燒的效果也較為理想,但Zn元素添加含量過高時(shí)易產(chǎn)生熱裂,其添加量一般不大于1.5%。 3.4?耐蝕鎂合金 如圖4所示,鎂合金常見的腐蝕類型主要分為電偶腐蝕、點(diǎn)蝕、絲狀腐蝕與高溫腐蝕。絲狀腐蝕多發(fā)生于有保護(hù)性的涂層下,而未經(jīng)涂覆的純鎂、Mg-8Li、Mg-Zn-Y-Al、Mg-Al-RE-Mn等,腐蝕絲萌生后,腐蝕絲在表層沿著某個(gè)路徑向前延伸,形成一條細(xì)長(zhǎng)的腐蝕溝槽。腐蝕機(jī)制主要是由第二相或雜質(zhì)元素引起電偶腐蝕與表層MgO薄膜剝落形成的物理和化學(xué)腐蝕,隨著外電位的不斷提高與外加電流密度的持續(xù)增加,陽極溶解反應(yīng)速度隨之加快,陰極析氫反應(yīng)也不斷增大,即鎂的NDE負(fù)差效應(yīng)。多數(shù)環(huán)境下鎂合金的表面膜主要為晶態(tài)Mg(OH)?,添加Al、Mn、Zn后,易在表層形成分層結(jié)構(gòu)表面膜層,即多孔性疏松MgO/Mg(OH)?/Al?O?/基體金屬形式的膜結(jié)構(gòu),加速了鎂合金的腐蝕。
(a)電偶腐蝕;(b)點(diǎn)蝕;(c)絲狀腐蝕;(d)高溫腐蝕 目前常通過合金化與相結(jié)構(gòu)調(diào)整來改善鎂合金的耐蝕性能,對(duì)于普通鎂合金而言,F(xiàn)e、Ni、Cu、Co、Sb、Si等元素的添加量需嚴(yán)格限制,單個(gè)元素添加量應(yīng)小于0.1wt%,總添加量應(yīng)小于0.25wt%。同時(shí)可添加適量的RE元素在鎂合金表面反應(yīng)生成致密的RE?O?鈍化膜,在合金內(nèi)部形成Al 4 RE相,減少M(fèi)g17Al12相的濃度,改善鎂合金的耐蝕性。在AZ系列鎂合金中添加適量的Al可增加晶界處β相的數(shù)量、濃度,改善耐蝕性能;加入3%~5%的Ca元素可形成MgCa金屬間化合物,提高耐蝕性能;添加適量Zn可形成MgZn固溶體,第二相雜質(zhì)數(shù)量隨之減少,合金耐蝕性得以提高。不同加工工藝下的合金具有不同的相成分與含量,其腐蝕作用機(jī)制也有所差異,因此相結(jié)構(gòu)對(duì)鎂合金的耐蝕性能影響也較大。采用快速凝固、半固態(tài)鑄造結(jié)合的熱處理制度均可改變鎂合金的相組分與微觀結(jié)構(gòu),且合金基體組織更加均勻,內(nèi)部缺陷數(shù)量隨之顯著減少,合金的固溶飽和程度得以提高,可明顯改善耐蝕性能。 3.5?變形鎂合金 鎂合金室溫抗拉、屈服、塑性差,加工難度高,現(xiàn)有強(qiáng)化工藝多以犧牲塑性為代價(jià),且現(xiàn)有鑄錠制坯尺寸偏小,難以實(shí)現(xiàn)大規(guī)格的生產(chǎn)制備,與鋁合金相比,應(yīng)用面較窄。與其他加工制備工藝相比,變形鎂合金可在熱狀態(tài)下以軋制、擠壓、鍛造、拉拔等工藝方法進(jìn)行塑性成形,制成板、棒、型、管、絲與鍛件等半成品,用于后續(xù)加工裝配,見圖5。常用的變形鎂合金主要為Mg-Mn系、Mg-Al-Zn系與Mg-Zn-Zr系,多數(shù)是在AZ系列、ZK系列上由合金化開發(fā)而來,如AZ113、AZ151與ZM61等。
3.6?阻尼鎂合金 與橡膠、塑料阻尼板、泡沫塑料、阻尼復(fù)合材料、阻尼涂料等有機(jī)材料相比,鎂合金密度低、比剛度高、抗電磁屏蔽與輻射能力強(qiáng),且具有極佳的減振性能,目前已在航天衛(wèi)星、運(yùn)載火箭、槍械、智能機(jī)器人、無人機(jī)等領(lǐng)域得到了廣泛應(yīng)用,引起了學(xué)術(shù)界的廣泛關(guān)注 。金屬材料的阻尼機(jī)制主要分為位錯(cuò)型阻尼、復(fù)相型阻尼、鐵磁型阻尼以及欒晶型或晶界型阻尼,低溫下鎂合金阻尼機(jī)制為位錯(cuò)阻尼,滿足Granato和Lucke提出的位錯(cuò)釘扎-脫釘模型,即G-L理論;高溫環(huán)境下除了位錯(cuò)阻尼作用機(jī)制外,還含有晶界阻尼。鎂合金阻尼性能的改善可通過以下三種工藝方法實(shí)現(xiàn):晶粒細(xì)化與位錯(cuò)強(qiáng)化、鎂基復(fù)合材料和熱處理調(diào)控。表8為幾種常見鎂合金的阻尼性能與力學(xué)性能。
表8 常見鎂合金阻尼性能和力學(xué)性能 3.7?生物鎂合金 鎂合金作為建筑材料每公斤僅20~50美元,作為宇航材料每公斤100~1 200美元,作為生物醫(yī)用材料,每公斤可達(dá)1 200~150 000美元,作為現(xiàn)有金屬生物植入材料的新一代替代產(chǎn)品已表現(xiàn)出巨大的優(yōu)勢(shì)與潛力,引起了國(guó)內(nèi)外廣泛的關(guān)注與研究。與傳統(tǒng)生物醫(yī)用金屬材料相比,鎂合金作為骨內(nèi)植入物,具有良好的承載能力,避免骨折痊愈后二次手術(shù)給病人帶來的痛苦與高昂的治療費(fèi)用;作為心血管支架材料,可有效減少晚期血栓、血管內(nèi)膜增生、再狹窄等問題。生物醫(yī)用鎂合金一般多添加適量的Al、Si、Sn、Zn、Zr以改善力學(xué)性能,同時(shí)Al、In、Mn、Zn、Zr元素可延緩合金在體液中的吸收降解速率。未來生物醫(yī)用鎂合金發(fā)展重點(diǎn)將集中于改善組織相容性,提高材料與活體組織的相容程度,避免與活體組織發(fā)生反應(yīng);借助多學(xué)科交叉研制出具有特殊治療特性的生物醫(yī)用鎂合金,不僅限于作為人體器官假體或替代品;開展并完成具有多種特殊功能生物醫(yī)用鎂合金材料的研制與開發(fā),可滿足不同醫(yī)用工況的需求,不斷提高其經(jīng)濟(jì)附加值。 3.8?壓鑄鎂合金 當(dāng)前我國(guó)汽車行業(yè)用鎂合金占全年鎂合金總用量的50%以上,而在汽車行業(yè)壓鑄鎂合金用量占全行業(yè)鎂合金總用量的85%以上。汽車用金屬材料一般需具有良好的減震降振效果、中等載荷承載能力與良好的成形能力,同時(shí)還要滿足批量化生產(chǎn)制造的低成本與短周期。靜態(tài)下固體彈性區(qū)域內(nèi)的靜態(tài)應(yīng)力-應(yīng)變關(guān)系主要取決于材料的楊氏模量E,而汽車服役工況為振動(dòng)載荷,動(dòng)態(tài)下的應(yīng)力-應(yīng)變關(guān)系(激振力-振動(dòng)振幅關(guān)系),尤其在共振狀態(tài)下則隨衰減而發(fā)生變化,因此即使鎂合金彈性模量E較低,但仍為一種優(yōu)異的減震材料。A380鋁合金在35 MPa應(yīng)力下的衰減系數(shù)僅為1%,而AZ91D鎂合金則高達(dá)25%;當(dāng)應(yīng)力達(dá)到100 MPa時(shí),A380鋁合金的衰減系數(shù)僅為4%,AZ91D鎂合金則增至53%(AM60為72%,AS41為70%)。鋁合金壓鑄制件的最薄充型壁厚一般為2.5~3.5 mm,而鎂合金具有更佳的壓鑄充型流動(dòng)性,最薄壓鑄成形壁厚可達(dá)1.0~2.0 mm,可采用薄壁+加強(qiáng)筋+凸緣的結(jié)構(gòu)設(shè)計(jì)方法用于成形薄壁結(jié)構(gòu),與單純?cè)黾咏孛婧穸认啾龋色@得更高的結(jié)構(gòu)強(qiáng)度。壓鑄制造的生產(chǎn)成本主要為模具成本,考慮到壓鑄鎂合金的模具使用壽命通常是鋁合金的2~3倍,因此在大批量生產(chǎn)制造時(shí)采用壓鑄鎂合金可取得比鋁合金更低的生產(chǎn)成本。 鎂合金壓鑄制造工藝主要包括:(1)真空壓鑄-壓射過程抽除型腔與壓室氣體,減少氣孔缺陷,提高壓鑄制件的冶金致密度;(2)充氧壓鑄-在模穴內(nèi)充入氧氣或其他活性氣體,置換模穴內(nèi)的空氣,金屬液充填時(shí)活性氣體與其反應(yīng)生成金屬氧化物顆粒,埋置在合金內(nèi)部起強(qiáng)化作用;(3)半固態(tài)壓鑄-壓鑄前快速攪拌熔體獲得50%乃至以上的固體成分漿料,糊狀合金熔體進(jìn)行壓鑄;(4)高壓壓鑄-金屬熔體在高壓下實(shí)現(xiàn)快速充型、凝固,提高壓鑄制件的冶金致密度與力學(xué)性能。 壓鑄鎂合金主要分為AZ系列(Mg-Al-Zn-Mn)、AM系列(Mg-Al-Mn)、AS系列(Mg-Al-Si)與AE系列(Mg-Al-稀土),常用壓鑄鎂合金的力學(xué)性能見表9。
表9 常用壓鑄鎂合金的力學(xué)性能 4、鎂合金加工技術(shù)研究現(xiàn)狀及發(fā)展趨勢(shì) 鎂合金鑄件占所有鎂合金加工成形工藝制件總量的40%,壓鑄占比鎂合金鑄造制件總量的65%以上。鎂合金壓鑄分為冷室壓鑄與熱室壓鑄,冷室壓鑄又分為立式壓鑄與臥式壓鑄,除壓鑄外還包括砂型鑄造、擠壓鑄造、半固態(tài)觸變成形鑄造與觸變成形鑄造。航空航天用鎂合金制件由于批量小、品種多,一般多選用砂型鑄造。擠壓鑄造常選用較低的充型速度與最小的撓度,充型速度一般不大于2m/s,充型壓力不低于70MPa。擠壓鑄件按熱處理強(qiáng)化工藝又可分為直接擠壓鑄造與間接擠壓鑄造。半固態(tài)觸變成形鑄造是將合金熔體加熱到含有球狀固相組分的半固態(tài)漿料,擠壓至模具進(jìn)行成形制造。觸變鑄造是將制備的球狀晶體(觸變材料)鑄錠或棒料再次加熱到固液糊狀區(qū),借助壓鑄或鍛壓設(shè)備加壓成形,成形的制件具有致密度高、力學(xué)性能高的特點(diǎn)。鎂合金壓鑄與擠壓成形工藝的典型力學(xué)性能見表10。表11所示為鎂合金不同成形制造工藝的對(duì)比結(jié)果。
表10 鎂合金壓鑄與擠壓鑄造典型力學(xué)性能
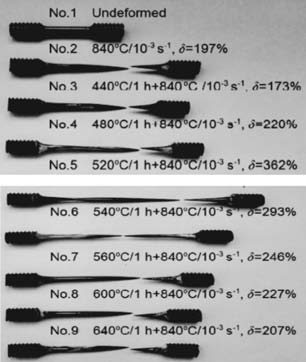
表11 鎂合金鑄造成形制造方法對(duì)比 與常規(guī)的鑄造成形工藝相比,可采用鍛造、擠壓或軋制等塑性成形工藝細(xì)化材料內(nèi)部微觀組織,消除材料內(nèi)部的氣孔、疏松等鑄造缺陷,提高材料力學(xué)性能。常用的高強(qiáng)鎂合金多為變形鎂合金,如M1、M2、AZ31、AZ61、AZ63、AZ80、ZK60等牌號(hào);軋制成形鎂合金多選用Mg-Mn系合金(如MB1、MB8)或Mg-Al-Zn系(AZ31B)與Mg-Li系(LA141),用于制造中厚板與薄板產(chǎn)品。鎂合金室溫?cái)D壓工藝性較差,擠壓溫度一般高于150 ℃,在175 ℃擠壓溫度下擠壓比可達(dá)2.0,在225 ℃下可達(dá)3.0,常用的擠壓鎂合金多為AZ31B、ZM21、ZK60A與HK31等。鎂合金室溫鍛造極易開裂,鍛造溫度一般控制在200~400 ℃,當(dāng)鍛造溫度超出400 ℃時(shí),易產(chǎn)生腐蝕氧化、晶粒粗大等,鍛造工藝性能較差。 與多數(shù)金屬材料不同,鎂合金通過選擇合適的組織結(jié)構(gòu)與形變溫度可獲得良好的超塑性,可在應(yīng)變速率大于0.01 s下獲得高達(dá)100%以上的伸長(zhǎng)率,實(shí)現(xiàn)薄壁精密結(jié)構(gòu)的精確成形。MB26鎂合金在1.67×10﹣³ ~4.1×10-² s-¹ 應(yīng)變速率與250~480 ℃溫度下具有良好的超塑性;當(dāng)溫度升至350~450 ℃時(shí)伸長(zhǎng)率可高達(dá)520%,在1.17×10-³ s-¹應(yīng)變速率與400 ℃下伸長(zhǎng)率可達(dá)1450%。圖6為鎂合金超塑性成形斷后伸長(zhǎng)率的實(shí)物示意圖。
圖6 鎂合金超塑性成形斷后伸長(zhǎng)率 對(duì)于高彈性模量、高比剛度、高力學(xué)性能鎂合金制件,可采用粉末成形工藝制備,主要分為快速凝固粉末冶金技術(shù)與噴射沉積技術(shù)。快凝粉末冶金技術(shù)(PS/PM)通過快凝制備RS粉末,再通過粉末固結(jié)制成坯料,經(jīng)塑性變形制得。Mg-Zn、Mg-Al、Mg-Ag、Mg-Ca和Mg-RE系鎂合金采用RS/PM法制備的抗拉強(qiáng)度均高于500 MPa,AZ91鎂合金采用RS/PM法制備后抗拉強(qiáng)度由313 MPa增至517 MPa,屈服強(qiáng)度由226 MPa增至457 MPa,采用該工藝方法制備的超高強(qiáng)鎂合金抗拉強(qiáng)度可高達(dá)935 MPa。噴射沉積(圖7)采用高壓惰性氣體霧化合金熔體,形成液滴噴射流直接噴到水冷或其他冷卻基體上,經(jīng)過不斷撞擊、聚結(jié)、凝固形成大塊沉積物,再對(duì)其進(jìn)行鍛造、擠壓或軋制。噴射沉積所制備的沉淀坯料具有冷速高、材料氧化少、力學(xué)性能高的工藝特性,與普通鑄錠相比,抗拉與屈服強(qiáng)度可分別提高17%與27.8%,鑄錠內(nèi)部晶粒細(xì)小、組織均勻,伸長(zhǎng)率可增加8.5%以上。采用噴射沉積技術(shù)制備的鎂基工程合金的力學(xué)性能見表12。
圖7 鎂合金噴射沉積技術(shù)原理圖
表12 噴射沉積制備鎂基工程合金的力學(xué)性能 除上述加工工藝外,鎂合金較為成熟的加工成形技術(shù)還包括大塑性成形技術(shù)、等徑角擠壓技術(shù)、高壓扭轉(zhuǎn)技術(shù)、攪拌摩擦加工技術(shù)與累積軋制技術(shù)。大塑性成形技術(shù)SPD可直接將材料內(nèi)部組織細(xì)化至亞微米乃至納米級(jí),晶粒細(xì)化效果顯著,可分為等通道轉(zhuǎn)角擠壓與累積疊軋。等徑角擠壓ECAP具有兩個(gè)截面相同的通道模具,材料在擠壓作用下經(jīng)過兩個(gè)通道的轉(zhuǎn)角處(多為90°、120°)產(chǎn)生大剪切塑性變形,經(jīng)多次重復(fù)擠壓可獲得較高的應(yīng)變量。高壓扭轉(zhuǎn)HPT可細(xì)化材料組織并改善材料性能。由于扭轉(zhuǎn)時(shí)距中心距離有所差異,材料內(nèi)部各區(qū)域的晶粒細(xì)化程度略有差異。攪拌摩擦加工FSP在攪拌頭劇烈作用下可產(chǎn)生劇烈的塑性變形,實(shí)現(xiàn)材料晶粒細(xì)化、微觀組織均勻化與致密化。累積軋制對(duì)板材進(jìn)行裁剪、堆垛、軋制、再裁剪,并多次重復(fù)循環(huán),以獲得所需的累積應(yīng)變量,具有與ECAE相當(dāng)?shù)木Я<?xì)化能力,軋制次數(shù)越多,材料內(nèi)部組織越均勻。 在鎂合金的加工過程中,不可避免地將產(chǎn)生一些加工碎屑與邊角料。為了實(shí)現(xiàn)變廢為寶,可將石膏漿料滲透到發(fā)泡聚氨酯棉內(nèi)部,再通過加熱燃燒去除掉發(fā)泡聚氨酯,得到多孔性石膏模具。在石膏模具烘烤焙燒后,對(duì)其抽真空利用壓力將鎂合金熔體滲透到多孔性石膏模具內(nèi),采用噴淋與震動(dòng)破碎清除石膏后即可獲得具有連通孔洞的發(fā)泡鎂合金材料,此工藝制備的發(fā)泡鎂合金材料可廣泛應(yīng)用于建材、裝飾等行業(yè),整個(gè)工藝制備過程見圖8。
圖8 發(fā)泡鎂合金制備工藝流程 5、鎂合金應(yīng)用評(píng)價(jià)研究現(xiàn)狀及發(fā)展趨勢(shì) 鎂合金的應(yīng)用評(píng)價(jià)主要指熔煉防護(hù)、熱處理與表面防護(hù)。鎂合金在熔煉過程中的防護(hù)主要是采用CO?、SO?與含F(xiàn)氣體(SF6、HFC-134a四氟乙烷、Fluorinated Ketones氟化酮)等反應(yīng)性氣體進(jìn)行保護(hù),在選用SF6進(jìn)行防護(hù)時(shí)可選用容積泵GDP減少其用量;選用Ar等惰性氣體防護(hù)時(shí),常選用RJ系列防護(hù)熔劑,以RJ-2與上海交大研發(fā)的JDMF為典型代表,可在熔煉過程形成熔劑-氣體復(fù)合防護(hù)。鎂合金熔煉也可采用合金元素進(jìn)行防護(hù),一般常選用Ca、Be、Zn與RE元素,添加Ca、RE可形成致密的CaO與RE?O?氧化膜,添加Be、Zn可形成致密的BeO和MgZn覆蓋層,起到良好的阻燃效果。與鋁合金類似,鎂合金可選用C ?Cl6、MgCO?與CaCO?進(jìn)行精煉,添加MgCO?與CaCO?后,精煉過程產(chǎn)生的CO?可起到良好的排氣與除渣效果。含Al鎂合金一般常使用過熱處理法與炭素材料添加法進(jìn)行變質(zhì)處理,其他鎂合金常添加Zr元素作變質(zhì)處理。德國(guó)亞琛工大鑄造研究所開發(fā)出了一套集熔煉與壓鑄為一體的封閉式生產(chǎn)工藝(圖9),可實(shí)現(xiàn)熔煉與澆注過程的雙重保護(hù)。鎂合金熔煉變質(zhì)防護(hù)未來發(fā)展重點(diǎn)將會(huì)是:(1)研制出集熔煉防護(hù)、晶粒細(xì)化、精煉變質(zhì)與自動(dòng)澆注一體化的自動(dòng)封閉連續(xù)化生產(chǎn)工藝裝備,實(shí)現(xiàn)對(duì)鎂合金熔煉過程的全方位防護(hù);(2)開發(fā)出具有普適性的鎂合金精煉、變質(zhì)工藝,通過合金熔體純凈化與晶粒細(xì)化提高合金力學(xué)性能;(3)開發(fā)出實(shí)用性無污染鎂合金熔煉澆注防護(hù)工藝,降低鎂合金批產(chǎn)成本;(4)針對(duì)航空航天、汽車、3C行業(yè)高強(qiáng)韌鎂合金材料需求,開發(fā)出鎂合金專用的熔煉防護(hù)工藝裝備。
圖9 鎂合金熔煉壓鑄防護(hù)工藝裝備 采用合適的熱處理工藝可細(xì)化鎂合金的晶粒、調(diào)控相結(jié)構(gòu)組成,獲得良好的塑韌性;改善強(qiáng)化相的結(jié)構(gòu)、尺寸、形態(tài)、濃度與分布,提高材料力學(xué)性能。未來鎂合金熱處理將著重優(yōu)化現(xiàn)有工藝進(jìn)一步提高材料的強(qiáng)度與塑性,研究鎂合金熱處理過程強(qiáng)化相析出的組織結(jié)構(gòu)、尺寸與分布演變規(guī)律,系統(tǒng)地分析合金元素綜合添加對(duì)熱處理微觀組織與力學(xué)性能的影響規(guī)律與作用機(jī)制。 鎂合金耐蝕性、耐磨性差,常通過表面防護(hù)以提高其耐蝕耐磨與表層力學(xué)性能,常用的表面防護(hù)工藝主要有化學(xué)氧化(轉(zhuǎn)化)膜處理、陽極氧化處理、微弧氧化處理、電/化學(xué)鍍處理、熱噴涂、物理氣相沉積、化學(xué)氣相沉積、高能離子注入、熱擴(kuò)滲鋁方法、溶膠-凝膠技術(shù)、金屬表面協(xié)和涂層技術(shù)等。 化學(xué)轉(zhuǎn)化可通過化學(xué)反應(yīng)在金屬材料表面生成金屬膠狀物或鹽膜,投資少且操作簡(jiǎn)便,主要分為鉻酸鹽系、磷酸鹽系、有機(jī)酸系、高錳酸鹽系與氟鋯酸鹽系等。當(dāng)前主要以鉻酐酸與重鉻酸鹽化學(xué)轉(zhuǎn)化為主,化學(xué)轉(zhuǎn)化膜的耐蝕性主要取決于膜層的厚度與膜層中的鉻元素含量,典型工藝為Dow公司的Dow7工藝,Sharma A K針對(duì)Mg-Li合金制備得到了8~11 μm鉻酸鹽膜。由于鉻酸鹽中Cr 6+ 對(duì)環(huán)境存在污染,目前使用量不斷減少。當(dāng)前鎂合金化學(xué)轉(zhuǎn)化多選用無鉻化學(xué)與稀土化學(xué)轉(zhuǎn)化膜工藝,表13所示為鎂合金常用化學(xué)轉(zhuǎn)化膜的工藝參數(shù)。與化學(xué)轉(zhuǎn)化膜相比,陽極氧化處理除表層氧化膜外,還含有電解液或其他元素沉積在金屬材料表面的氧化膜,陽極為鎂合金,陰極多為不銹鋼、鐵、鎳。鎂合金的陽極氧化早期多選用含Cr元素的Dow17、Cr-22工藝,后期選用以磷酸鹽、高錳酸鹽、可溶性硅酸鹽、硫酸鹽、氫氧化物和氟化物為主的無鉻陽極氧化處理工藝(例如HAE工藝、MAGOXID與NEW型無鉻電解液)。鎂合金陽極氧化層分為致密內(nèi)膜層與多孔型外膜層,一般需進(jìn)行著色和封閉處理,表14為鎂合金常用的陽極氧化工藝參數(shù)。以納米材料和其他低維度非平衡材料為基礎(chǔ),可通過特定的加工技術(shù)在鎂合金表面形成一層納米化的表層膜,或直接在鎂合金表面形成納米結(jié)構(gòu)涂層,起到優(yōu)異的表面防護(hù)效果。日本Mazda公司采用該技術(shù)在鎂合金表面形成了50 nm粒狀的S-Al?CuMg納米相與針狀S-Al ?CuMg相,已廣泛應(yīng)用在汽車發(fā)動(dòng)機(jī)氣缸襯套等部件。
表13 鎂合金化學(xué)轉(zhuǎn)化膜工藝參數(shù)
表14 鎂合金陽極氧化工藝參數(shù) 鎂合金可采用電鍍工藝在表層形成致密鍍層,工藝流程為清洗→侵蝕→活化→浸鋅→氰化鍍銅→電鍍,多選用Cu與Cu-Ni-Cr鍍層。化學(xué)鍍是利用金屬鹽與還原劑在鍍液中發(fā)生氧化還原反應(yīng),主要以Ni-P鍍層為主,鎂合金在電/化學(xué)鍍時(shí)在表面極易形成氧化膜,阻礙沉積金屬與鎂合金形成金屬-金屬鍵,可先采用化學(xué)轉(zhuǎn)化在表層鍍鎳,再進(jìn)行電/化學(xué)鍍,一般多采用清洗→除油→堿洗→酸蝕→堿活化→堿性化學(xué)預(yù)鍍鎳→酸性化學(xué)鍍鎳的工藝流程。鎂合金的物理氣相沉積(PVD)表面防護(hù)工藝主要包括真空蒸鍍、濺射鍍膜和離子鍍膜、電子束物理氣相沉積EB-PVD,在鎂合金表面采用PVD技術(shù)制備Cr與CrN多層膜層,可顯著改善合金的耐磨性能,PVD制備工藝成本昂貴,且制備溫度一般多為450~550 ℃,遠(yuǎn)高于鎂合金的穩(wěn)定化溫度,故實(shí)際工業(yè)生產(chǎn)中采用較少。 熱噴涂通過火焰、電弧或等離子體熱源可將線狀或粉狀原料加熱至半熔化/熔化態(tài),以高速熔滴噴在金屬基體表面,強(qiáng)化材料的耐磨與耐蝕性能,鎂合金多選用Al元素形成致密的β-Mg17Al12涂層,熱噴涂由于成形時(shí)間短、噴射速度極高、涂層表面的孔隙率較高,后期還需經(jīng)激光熔覆、密封處理、熱壓、陽極電鍍等處理以提高涂層的致密度。Sulzer Metco公司開發(fā)出了Protal激光輔助熱噴涂工藝,可將鎂合金的表面清理與熱噴涂結(jié)合在一起,已在氣輪機(jī)葉片、電機(jī)零件等制件廣泛應(yīng)用。當(dāng)鎂合金需要短時(shí)腐蝕防護(hù)時(shí),可采用環(huán)氧樹脂、聚氨酯、橡膠、油脂、油漆、瀝青等有機(jī)材料,起屏蔽、鈍化緩蝕與電化學(xué)保護(hù),但其耐磨性較差,且在高溫環(huán)境下易剝落。對(duì)于形狀結(jié)構(gòu)簡(jiǎn)單的鎂合金制件,還可采用離子注入表面防護(hù)工藝,離子注入在10~100 kV靜電場(chǎng)和高真空環(huán)境下,經(jīng)加速的高能離子高速?zèng)_擊注入金屬材料內(nèi)部,注入深度與離子能量、種類和基體狀態(tài)息息相關(guān),離子在金屬材料內(nèi)部的置換或間隙位置分布,可形成大量的亞穩(wěn)相與沉淀強(qiáng)化相,提高鎂合金的耐蝕性能。近年來,在離子注入的基礎(chǔ)上又發(fā)展出了加弧輝光等離子表面防護(hù)工藝,通過引弧電極引燃電弧,可在金屬材料表面形成高溫、高壓、高電流密度、高速等離子體陰極弧斑,改善鎂合金的表層強(qiáng)度。鎂合金的激光防護(hù)主要包括激光表面重熔、激光表面合金化、激光熔覆、激光多層熔覆等工藝,激光防護(hù)可在金屬材料表面實(shí)現(xiàn)快速熔化、凝固,而保持金屬基體材料性能不變。Mg-Li、Mg-Zr系合金已廣泛采用激光表面重熔工藝進(jìn)行表面防護(hù),對(duì)AZ91和WE54合金采用激光熔覆在表面生成AlSi30涂層后,體積磨損量分別減少了38%與57%。考慮到離子注入、激光處理后的鎂合金制件存在表面殘余應(yīng)力大、防護(hù)作用面積有限等缺陷,近年來發(fā)展了HIPIB技術(shù),可在鎂合金表面獲得晶粒細(xì)化、成分均勻的表面防護(hù)涂層。對(duì)于鎂合金表面滲層處理而言,目前主要還是采用離子滲氮技術(shù),可顯著提高其耐蝕、耐磨性能。 盡管當(dāng)前鎂合金可選用多種表面防護(hù)工藝,但綜合制備成本、操作簡(jiǎn)便性與防護(hù)效果來看,微弧氧化仍是目前應(yīng)用最為廣泛的防護(hù)工藝,根據(jù)控制方式可分為恒定電壓微弧氧化與恒定電流微弧氧化,一般多選用恒定電流制備工藝。微弧氧化制備流程為首先在金屬材料表面形成氧化膜,隨后氧化膜被擊穿發(fā)生等離子微弧放電,氧化膜在放電作用下進(jìn)一步向材料內(nèi)部滲透,最終達(dá)到氧化膜層的氧化、熔融與凝固平穩(wěn)狀態(tài),其制備工序一般為:去油處理→微弧氧化處理→清洗→熱水封閉→吹干或晾干。在鎂合金微弧氧化領(lǐng)域,國(guó)內(nèi)的北京航空材料研究院、北京師范大學(xué)、哈爾濱環(huán)亞微弧技術(shù)公司、兵工52所寧波分所、北京有色金屬研究院與西安理工大學(xué)等開展的研究工作較為顯著,所研制的微弧氧化制備工藝已廣泛應(yīng)用于鎂合金汽車發(fā)動(dòng)機(jī)罩蓋、箱體、踏板、輪轂、方向盤、座椅與3C殼體等部件。未來鎂合金表面防護(hù)工藝的發(fā)展將重點(diǎn)開展綜合性防護(hù)工藝的研究,對(duì)于陽極氧化、微弧氧化、噴涂等多孔型防護(hù)涂層而言,將著重加強(qiáng)對(duì)其密封材料與后處理工藝的研究,同時(shí)也將加大對(duì)稀土元素改善電解液的作用機(jī)制與工藝效果研究,注重開展新型環(huán)保型表面防護(hù)工藝在鎂合金材料領(lǐng)域的應(yīng)用嘗試。 6、鎂合金未來發(fā)展方向
近年來,隨著鎂合金材料應(yīng)用范圍的不斷拓展,未來鎂合金的研究發(fā)展熱點(diǎn)將集中在以下四個(gè)方向。
作者 |
.png)
.jpg)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)