.jpg) 摘要:針對一種材質(zhì)為GW63K的復(fù)雜薄壁鎂合金筒形件的結(jié)構(gòu)特點和工藝難點,開展復(fù)合鑄型鑄造工藝研究。根據(jù)鑄件結(jié)構(gòu),設(shè)計了基于不同型砂的復(fù)合鑄型鑄造工藝,利用ProCAST軟件進(jìn)行數(shù)值模擬仿真,并根據(jù)模擬結(jié)果進(jìn)行凝固順序調(diào)整,優(yōu)化鑄造工藝,最終達(dá)到順序凝固。試驗結(jié)果表明,復(fù)合鑄型鑄造工藝條件下的鑄件內(nèi)部質(zhì)量達(dá)到了HB7780-2005中I類鑄件要求,T6態(tài)力學(xué)性能滿足抗拉強度≥280MPa,伸長率≥3%。 隨著航空航天領(lǐng)域和汽車領(lǐng)域的發(fā)展,對結(jié)構(gòu)件的輕量化要求越來越高。鎂合金由于密度小、比強度高、比彈性模量大、散熱性好、耐有機物和堿的腐蝕性能好等特點,被廣泛應(yīng)用于航空航天、汽車領(lǐng)域的結(jié)構(gòu)件制造。但鎂合金由于化學(xué)性質(zhì)活潑,在熔煉及充型過程中非常容易氧化、燃燒,鑄造工藝難度大。近年來,各個行業(yè)領(lǐng)域?qū)︽V合金復(fù)雜薄壁類鑄件(曲線型面、多筋多凸臺、結(jié)構(gòu)大)的內(nèi)部品質(zhì)、表面品質(zhì)、尺寸精度及質(zhì)量等提出的要求越來越高,因而制造難度明顯增大。且此類鑄件一般都需經(jīng)過100%X射線檢測和熒光檢測,不允許存在超標(biāo)的縮松、氣孔、裂紋、夾渣、表面裂紋等缺陷,進(jìn)一步增加了鑄造工藝難度。 傳統(tǒng)的鑄造工藝有砂型鑄造、金屬型鑄造、熔模鑄造等,都存在各自的優(yōu)勢與不足。隨著客戶對鑄件要求不斷提高,單一鑄型已無法滿足要求,因此提出基于多種鑄型的復(fù)合鑄型思想,來實現(xiàn)高品質(zhì)鑄件的生產(chǎn)。本課題針對某材質(zhì)為GW63K的復(fù)雜結(jié)構(gòu)薄壁筒形件,運用復(fù)合鑄型,通過不同種類的型砂的激冷能力的不同來調(diào)控鑄件凝固過程的整體溫度場,從而調(diào)整鑄件各部位的凝固順序,實現(xiàn)順序凝固,提高鑄件的內(nèi)部和表面品質(zhì),達(dá)到生產(chǎn)合格產(chǎn)品的目的。 1、零件特點和工藝性分析 零件外表面形狀為圓柱狀筒形件,輪廓尺寸為Φ340 mm×410 mm,最薄壁厚僅為4 mm,見圖1。艙體需100%進(jìn)行X光檢測及熒光檢測并按HB7780-2005的Ⅰ類鑄件要求驗收。鑄件內(nèi)腔結(jié)構(gòu)復(fù)雜,內(nèi)壁上凸臺較多,凸臺位置壁厚尺寸較大,達(dá)到22 mm,艙體壁厚極不均勻,壁厚差大,鑄件材質(zhì)為GW63K鑄造鎂合金,該鎂合金凝固區(qū)間較寬,主要呈糊狀凝固,鑄件易產(chǎn)生縮松、縮孔、裂紋、偏析等鑄造缺陷。 對于此類鑄件,傳統(tǒng)采用砂型鑄造,澆注系統(tǒng)由直澆道、“十”字形橫澆道及立筒縫隙內(nèi)澆道組成,采用差壓澆注。其不足之處在于砂芯中需要放置大量的冷鐵以及激冷砂,造型工序比較繁瑣,鑄件內(nèi)腔表面質(zhì)量差,尺寸精度低,打磨工作量大,難以滿足復(fù)雜內(nèi)腔結(jié)構(gòu)件的高尺寸精度和表面質(zhì)量的要求,且鑄件質(zhì)量不穩(wěn)定,鑄件工藝出品率低。實踐證明,單一鑄型已經(jīng)難以滿足客戶對高品質(zhì)鑄件的要求,必須設(shè)計復(fù)合鑄型鑄造工藝,充分發(fā)揮各種型砂的性能優(yōu)勢,實現(xiàn)高品質(zhì)鑄件的鑄造成形。
圖1:筒形件三維模型圖 2、鑄造工藝設(shè)計 2.1 澆注系統(tǒng)設(shè)計 為了保證鑄件的內(nèi)部質(zhì)量,該筒形件采用低壓鑄造成形,合金液自下而上平穩(wěn)充型,減少氧化,鑄件在一定的壓力下進(jìn)行凝固,組織致密度優(yōu)于重力鑄造致密。設(shè)計筒形件的澆注系統(tǒng)見圖2,整個澆注系統(tǒng)的形式為底注雨淋式澆注系統(tǒng),由直澆道、環(huán)形橫澆道和扁平內(nèi)澆道組成。底注雨淋式的優(yōu)點為鑄件的工藝出品率高,切割、粗加工等后處理工序簡單。環(huán)形橫澆道與直澆道的連接采用“十”字形澆道,有利于合金液的流量分配更加均勻合理,各個內(nèi)澆口進(jìn)入型腔的合金液的溫度也更加均勻。 由于鎂合金非常容易氧化,8個直澆道在筒形件下端框處均勻分布,合金液自下而上平穩(wěn)充型,減少了合金液的飛濺、卷氣等,減少合金液的氧化,從而減輕合金液的氣孔、氧化夾渣缺陷傾向。鑄件上方的8個冒口也具有貯氣和集渣的作用,進(jìn)一步減輕了合金液的氣孔、氧化夾渣缺陷傾向。同時型腔上方的合金液一直比下方的合金液先進(jìn)入型腔,整個澆注和凝固過程中上方的合金液溫度一直低于下方的合金液溫度,有利于實現(xiàn)自上而下的凝固順序,充分發(fā)揮內(nèi)澆道的補縮作用,減輕鑄件的縮松傾向,提高鑄件的致密度。
圖2:澆注系統(tǒng)設(shè)計 2.2 激冷系統(tǒng)設(shè)計 由于鑄件內(nèi)部存在凸臺結(jié)構(gòu),易形成熱節(jié),造成收縮類缺陷,因此需要在工藝設(shè)計時采用相應(yīng)的冷鐵來調(diào)整局部冷卻速度,設(shè)置合理的溫度場避免鑄件出現(xiàn)缺陷。設(shè)計內(nèi)部的冷鐵結(jié)構(gòu)見圖3。在艙體砂芯上下端框等厚大部位和所有凸臺處都放置專用冷鐵,冷鐵材質(zhì)采用生鐵,提高厚大部位、凸臺處的冷卻速度,避免這些部位在凝固后期形成孤立液相區(qū),使鑄件實現(xiàn)順序凝固,從而減少縮松等缺陷的產(chǎn)生,增加組織致密度,提高內(nèi)部質(zhì)量。
圖3:冷鐵結(jié)構(gòu)及分布示意圖 2.3 復(fù)合鑄型設(shè)計 為最大限度地實現(xiàn)澆注系統(tǒng)對鑄件的補縮,發(fā)揮低壓鑄造的優(yōu)勢,結(jié)合型砂的激冷能力設(shè)計由上而下的凝固順序,設(shè)計鑄型結(jié)構(gòu)見圖4,采用無模切砂的方式制備各部分砂塊,外部砂型共分為7層,最上面第1層是硅砂層,第2層是鐵砂,第3層鉻鐵礦砂層,第4層是寶珠砂層,第5層、第6層、第7層是陶粒砂層。砂芯由上而下分為4層,第1層為鐵砂,第2層為鉻鐵礦砂,第3層為寶珠砂,第4層為陶粒砂。
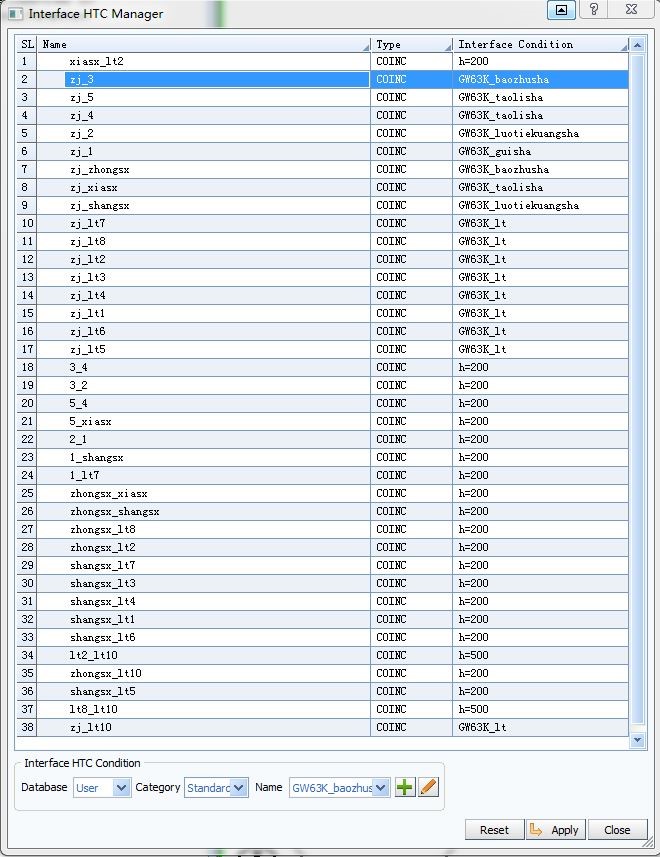
圖4:鑄型結(jié)構(gòu)示意圖 2.4 數(shù)值模擬分析 利用ProCAST軟件對筒形件的鑄造過程進(jìn)行數(shù)值模擬,包括對鑄件的充型過程、鑄件凝固過程溫度場變化,并對鑄件進(jìn)行缺陷預(yù)測分析。低壓澆注工藝參數(shù)如下:升液速率為1.05 kPa/s、充型速率為0.8 kPa/s、結(jié)殼速率為1.1 kPa/s、結(jié)殼增壓值為10 kPa、結(jié)殼時間為10 s、保壓速率為1.1 kPa/s、保壓增壓值為25 kPa、保壓時間為240 s。鑄件、冷鐵和各部分鑄型之間的界面?zhèn)鳠嵯禂?shù)見圖5。
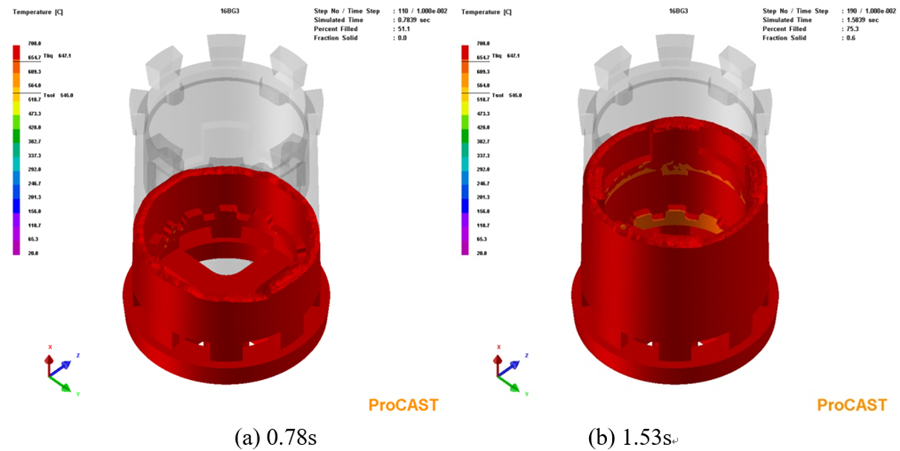
圖5:鑄件、冷鐵和各部分鑄型之間的界面?zhèn)鳠嵯禂?shù) 鑄件充型過程見圖6。合金液通過內(nèi)澆道進(jìn)入鑄件型腔后,首先進(jìn)入鑄件的下端框厚壁區(qū)域,隨后流經(jīng)艙體中部區(qū)域,之后流到上端框厚壁區(qū)域,最終從鑄件底部由下而上逐步充滿鑄型型腔。鑄件整體呈現(xiàn)自下而上依次充型,整個過程中,合金液充型比較平穩(wěn),直至全部充滿型腔。在充型過程中,合金液平穩(wěn),不易發(fā)生卷氣現(xiàn)象,氣孔和氧化夾渣等鑄造缺陷產(chǎn)生的傾向小。
圖6:鑄件充型過程溫度場 圖7為合金液充型結(jié)束后凝固過程中鑄件于不同時間的溫度分布。可以看出,合金液充型結(jié)束后,鑄件降溫最快區(qū)域為鑄件頂部的上端框處,因為該區(qū)域合金液最先進(jìn)入型腔的,再加上上端框處放置著冷鐵,合金液冷卻速度較快,溫度最低;冒口相對上端框部位的凝固溫度更高,凝固時間更長,冒口對上端框區(qū)域具有一定的補縮作用。整個鑄件自上而下溫度逐漸升高,符合自上而下逐層順序凝固的設(shè)想。隨著時間延長,鑄件整體的溫度逐漸下降,但整個降溫過程中鑄件一直保持著自下而上溫度逐漸升高的正溫度梯度,這能最大限度地發(fā)揮冒口的補縮作用,降低鑄件內(nèi)部縮松類缺陷的傾向,對整個鑄件的質(zhì)量改善是有利的。但在鑄件的局部區(qū)域存在一些熱節(jié),這些位置相對于周圍在同一時間溫度更高,凝固時間更長,在后期凝固過程中得不到周圍合金液的補縮,容易出現(xiàn)縮松等收縮類缺陷。
圖7:鑄件凝固過程溫度場 鑄件模擬結(jié)果的缺陷預(yù)測見圖8。可以看到,除了澆注系統(tǒng)和冒口中的縮孔、縮松缺陷外,在鑄件的中下部薄壁區(qū)域和中部凸臺之間的薄壁區(qū)域存在縮松缺陷傾向,這與鑄件凝固過程溫度場的模擬結(jié)果一致。結(jié)合鑄造工藝,對缺陷的產(chǎn)生進(jìn)行進(jìn)一步分析,認(rèn)為凸臺處的冷鐵厚度太厚,導(dǎo)致凸臺區(qū)域的合金液冷卻速度太快,在冷鐵的作用下比附近薄壁區(qū)域的冷速還快,導(dǎo)致凝固過程中在凸臺之間的薄壁區(qū)域出現(xiàn)孤立液相區(qū),凝固后期得不到周圍合金液的補縮,最終形成縮松缺陷。鑄件中下部薄壁區(qū)域存在縮松缺陷傾向,是因為鑄件下端框處設(shè)置的冷鐵加快了下端框位置合金液的冷卻速度,導(dǎo)致下端框處的凝固時間小于中下部薄壁處的凝固時間,中下部薄壁區(qū)域在凝固過程中存在孤立液相區(qū),最終形成縮松缺陷。
圖8:模擬結(jié)果缺陷預(yù)測 3、工藝改進(jìn)措施 針對初始復(fù)合鑄型工藝條件下筒形件鑄件出現(xiàn)的縮松缺陷,對其復(fù)合鑄型工藝進(jìn)行了改進(jìn),取消下端框處的冷鐵,依靠澆注系統(tǒng)對鑄件進(jìn)行補縮;將中部凸臺處的冷鐵的厚度由20 mm減小至10 mm,見圖9。
圖9:改進(jìn)后的冷鐵結(jié)構(gòu)及分布示意圖 在改進(jìn)工藝的基礎(chǔ)上,通過ProCAST對筒形件鑄件的澆注充型過程、凝固過程以及缺陷預(yù)測進(jìn)行模擬仿真,充型過程見圖10。可以看出,合金液通過內(nèi)澆道進(jìn)入鑄件型腔后,首先進(jìn)入鑄件的下端框厚壁區(qū)域,隨后流經(jīng)艙體中部區(qū)域,之后流到上端框厚壁區(qū)域,最終從鑄件底部由下而上逐步充滿鑄型型腔,鑄件整體呈現(xiàn)自下而上依次充型。整個過程中,合金液充型比較平穩(wěn),直至全部充滿型腔。在充型過程中,合金液平穩(wěn),不容易發(fā)生卷氣現(xiàn)象,氣孔和氧化夾渣等鑄造缺陷產(chǎn)生的傾向小。
圖10:改進(jìn)設(shè)計后鑄件充型過程溫度場 圖11為合金液充型結(jié)束后凝固過程中鑄件于不同時間的溫度分布圖。可以看出,合金液充型結(jié)束后,鑄件降溫最快區(qū)域為鑄件頂部的上端框處。該區(qū)域合金液最先進(jìn)入型腔,再加上上端框處放置著冷鐵,合金液冷卻速度較快,溫度最低;冒口相對上端框部位的凝固溫度更高,凝固時間更長,冒口對上端框區(qū)域具有一定的補縮作用。整個鑄件自上而下溫度逐漸升高,符合自上而下逐層順序凝固的設(shè)想。隨著時間延長,鑄件整體的溫度逐漸下降,但整個降溫過程中鑄件一直保持著自下而上溫度逐漸升高的正溫度梯度,能最大限度地發(fā)揮冒口的補縮作用,降低鑄件內(nèi)部縮松類缺陷的傾向,有利于改善整個鑄件的品質(zhì)。鑄件的整個凝固過程中沒有出現(xiàn)局部過熱情況,完全呈現(xiàn)出自上而下的順序凝固,鑄件的縮松傾向相對于改進(jìn)前大大減小。
圖11:改進(jìn)設(shè)計后鑄件凝固過程溫度場 鑄件模擬結(jié)果的缺陷預(yù)測見圖12。可以看到,除了澆注系統(tǒng)和冒口中的縮孔、縮松缺陷外,在鑄件的中下部薄壁區(qū)域和中部凸臺之間的薄壁區(qū)域的縮松缺陷得到消除,這與鑄件凝固過程溫度場的結(jié)果也是一致的。
圖12:改進(jìn)后的模擬結(jié)果缺陷預(yù)測 4、鑄件澆注 采用無模切砂工藝制作改進(jìn)后的復(fù)合鑄型見圖12。
圖12:筒形件鑄件復(fù)合鑄型 按照模擬的低壓澆注工藝參數(shù)澆注了筒形件鑄件,見圖13,鑄件經(jīng)X光檢測后沒有發(fā)現(xiàn)超標(biāo)缺陷,符合HB7780-2005Ⅰ類鑄件要求。經(jīng)過T6熱處理后抗拉強度為295MPa,伸長率為3.5%。
圖13:澆注的筒形件鑄件 5、結(jié)論 利用復(fù)合鑄型結(jié)合低壓的鑄造工藝,實現(xiàn)了高品質(zhì)鎂合金筒形件的鑄造成形,其內(nèi)部質(zhì)量滿足HB7780-2005 I類鑄件要求,T6態(tài)鑄件抗拉強度為295MPa,伸長率為3.5%。
作者: 本文來自:《特種鑄造及有色合金》雜志2021年第41卷第04期 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)

.jpg)
.jpg)