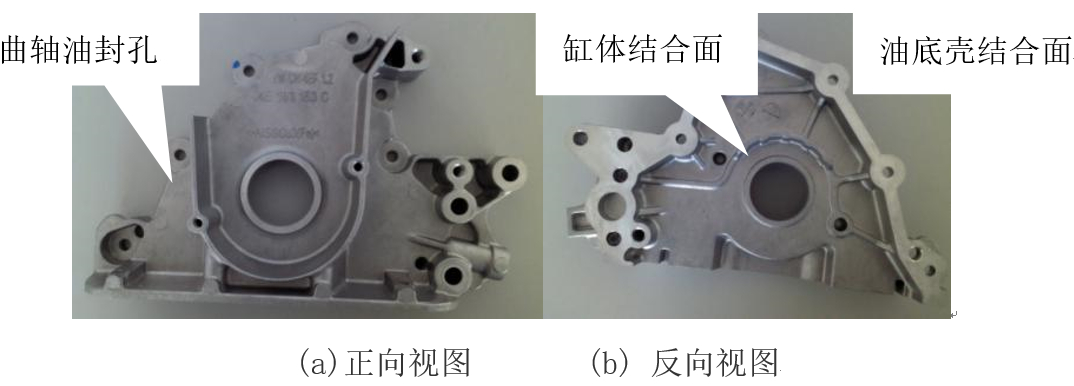
 摘要:通過某前油封法蘭盤壓鑄件缺陷分析,借助魚骨圖質(zhì)量工具,確定該產(chǎn)品氣孔缺陷位置及產(chǎn)生的原因,并依據(jù)有關壓鑄理論以及數(shù)值模擬分析技術,優(yōu)化鑄件排氣系統(tǒng)及排溢系統(tǒng),解決該鑄件兩處氣孔缺陷。結果表明,運用數(shù)值模擬技術,合理布置排氣槽與渣包可以有效地解決壓鑄件氣孔缺陷。 1、前油封法蘭盤結構及開發(fā)要點 圖1為某汽車發(fā)動機的前油封法蘭盤壓鑄件,年批量大于12萬件,其外形尺寸為155 mm×100 mm×80 mm,單個鑄件質(zhì)量為0.9 kg,平均壁厚為2.5 mm,局部厚度為12 mm,該零件中間孔直徑為40 mm,加工后氣孔小于0.5 mm,用于安裝油封,為曲軸油封孔;下平面為加工面,平面度為0.1,稱之為缸體結合面;與缸體結合面垂直的側面加工后表面氣孔不能有一處大于1 mm,連接發(fā)動機油底殼,稱之為油底殼結合面。曲軸油封孔、缸體結合面以及油底殼結合面的氣孔缺陷為要控制點。 根據(jù)要求,鑄件整體孔隙率需達到VW500 97-D5/1標準,即鑄件內(nèi)部任意剖切面孔隙度小于5%,且不允許存在大于1 mm的氣孔,加工后的成品需要100%氣密封檢驗,檢驗條件為0.05 MPa壓力條件下泄漏量小于5 cm3/min。
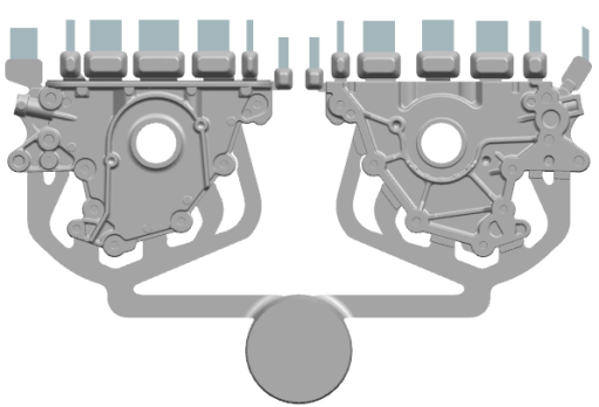
圖1:前油封法蘭盤 圖2為前法蘭的澆注系統(tǒng),一模兩件,連同澆注系統(tǒng)的澆注總質(zhì)量為3.3 kg,總投影面積為770 cm2,采用ZDC900型壓鑄機,鎖模力為9 000 kN,并采用史杰克西真空保溫爐通過滑槽定量輸送鋁液至壓鑄模具料缸。 該鑄件使用的合金執(zhí)行的標準為DIN EN AC1706-AlSi9Cu3(Fe), 該材料具有良好的力學、耐腐蝕及加工性能,并具備良好的流動性,熱裂傾向小,收縮率小和熔點低等優(yōu)點。企業(yè)內(nèi)控化學成分見表1。
表1:鋁合金的化學成分
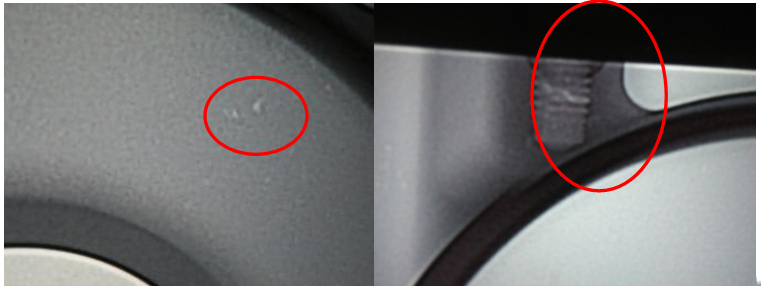
圖2:前油封法蘭盤澆注系統(tǒng) 2、曲軸油封孔區(qū)域孔洞性質(zhì)檢測及判定 在壓鑄生產(chǎn)過程中,常常將鑄件內(nèi)部產(chǎn)生的孔洞稱之為氣孔和縮孔及縮松,氣孔的定義為孔內(nèi)部表面近似球形,并且內(nèi)壁光滑的孔洞;縮孔的定義為內(nèi)壁粗糙的孔洞;縮松的定義為大量微小孔洞組成的疏松組織。依據(jù)孔洞尺寸和分布位置不同進一步區(qū)分,氣孔的大小不等,分散或者成群分布在整個鑄件的內(nèi)部;縮孔通常出現(xiàn)在壁厚急劇變化的熱節(jié)處,孔洞內(nèi)壁呈現(xiàn)樹枝狀結晶鑄造凸起,而縮松是呈現(xiàn)類似海綿狀組織。 批量生產(chǎn)過程中,該產(chǎn)品曲軸油封孔內(nèi)表面大量發(fā)生大于1 mm的孔洞(見圖3),同時,油底殼結合面也因為氣孔的直徑大于1 mm而需要解決(見圖4),整改前該產(chǎn)品因為這兩個位置產(chǎn)生的缺陷占總缺陷的80%以上,從而導致該產(chǎn)品總合格率低于90%。
圖3:曲軸油封孔氣孔缺陷 圖4:油底殼結合面氣孔 為制定解決措施,需要判定孔洞的缺陷位置和形態(tài),曲軸油封孔缺陷位于油封孔澆道入料方向對側12點鐘方向(見圖5),通過XG-160S T/C型X光機檢驗,缺陷產(chǎn)品內(nèi)部存在數(shù)個規(guī)則的孔洞;而油底殼結合面的孔洞較為規(guī)則,該表面加工后有多個大于1 mm的孔,分布位置不確定,缺陷在X光下顯示為長條狀,最大長度為3 mm(見圖6)。
圖5:曲軸油封孔氣孔 圖6:油底殼結合面氣孔 同樣,為制定解決措施,需要進一步從微觀領域判定孔洞的性質(zhì),切片拋光后借助 AX10蔡司金相顯微鏡放大100倍檢驗,發(fā)現(xiàn)曲軸油封孔區(qū)域孔隙度為14%,內(nèi)表面近似球形,內(nèi)壁光滑(見圖7),該區(qū)域沒有大的熱節(jié)或者壁厚的急劇變化,判定該缺陷的孔洞為氣孔;同樣,縱向剖切油底殼結合面及后端M6螺紋孔,測量得孔隙度為16%,螺紋孔附近有多個規(guī)則氣孔,同時存在較為明顯的疏松狀組織(見圖8),因為該處為澆注末端,同時局部有大于10 mm的熱節(jié),故判定該缺陷的孔洞為氣孔和縮孔的混合形式。
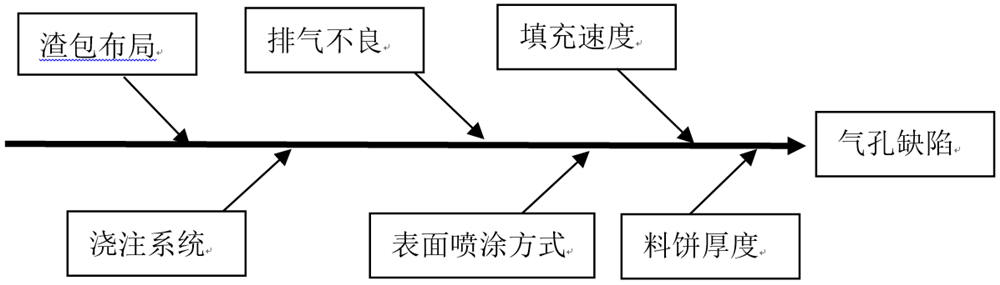
圖7:曲軸油封孔孔隙度 圖8:油底殼結合面孔隙度 3、利用魚骨圖分析氣孔缺陷原因 魚骨圖是壓鑄缺陷問題分析中常常采用的質(zhì)量工具之一。從模具及鑄造工藝的角度利用魚骨圖分析氣孔原因見圖9。
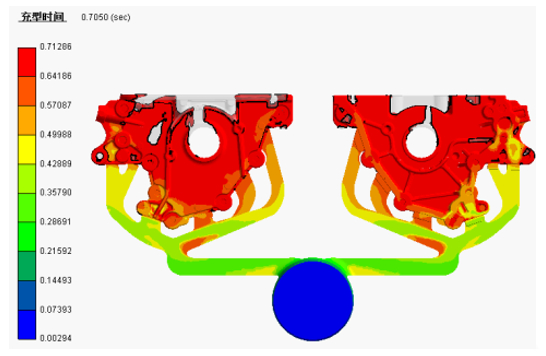
圖9:氣孔缺陷魚骨圖 通過模擬分析和生產(chǎn)實際驗證,高速填充過程中澆口速度在40 m/s左右,填充時間為70 ms, 料餅厚度為25 mm,澆道的布局、填充速度和料餅厚度基本符合該鑄件工藝要求。 根據(jù)氣孔集中產(chǎn)生的位置可知,曲軸油封孔區(qū)域氣孔位于直徑40 mm模具型芯的后端,為該模具型芯左右兩側兩股鋁液匯集部位,由于鋁液交匯撞擊包裹氣體將形成氣孔,即對應于魚骨圖中渣包布局不合理產(chǎn)生的氣孔缺陷。 而油底殼連接面的氣孔位于遠離澆道部位,靠近排氣槽區(qū)域,可能是該部位排氣不良而導致氣體聚集、卷氣形成氣孔,對應魚骨圖中排氣不良產(chǎn)生氣孔缺陷。 4、曲軸油封孔氣孔解決 由魚骨圖可知,曲軸油封孔氣孔缺陷的原因可能是由于兩股鋁液在流動過程中交匯卷氣。在壓鑄生產(chǎn)過程中,鋁液速度過快,使型腔中氣體不能完全及時平穩(wěn)的排出型腔,而被卷入鋁液中,無法排出形成較大的氣孔。 由于氣孔缺陷位置大多存在于油封孔的12點方向,借助于數(shù)值模擬分析可知,在鑄件成型過程中,兩股鋁液環(huán)繞油封孔,自下而上順序包覆產(chǎn)生油封孔的模具型芯,并最終在油封孔上端交匯,在填充第0.705s(見圖10),鋁液在遠離油封孔部位先結合,向內(nèi)包抄卷氣,并將一部分氣體卷積在油封孔內(nèi)環(huán)面12點鐘方向,該模擬分析合理解釋了通過魚骨圖分析的假設,并在實踐中驗證模擬分析的正確。
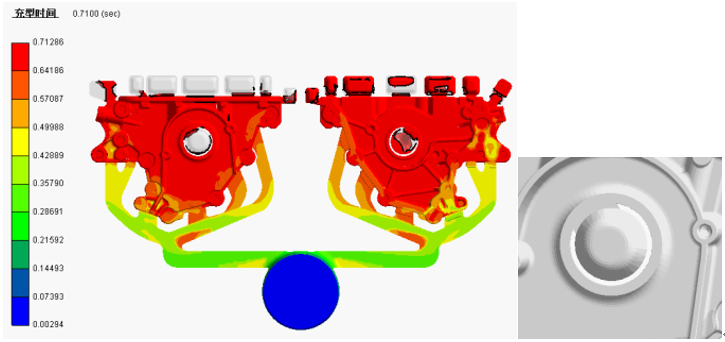
圖10:改進前的模擬分析 解決油封孔氣孔的缺陷的改進方案為在40mm的型芯上增加一個渣包(見圖11和圖12),渣包結構為圓臺形狀,大端直徑為 30 mm,深15 mm,起模斜度為25°,根部圓角R5。且根據(jù)模擬分析結果,渣包的入料口確定在12點方向,入料口厚度為2mm,該渣包的作用除了匯集氣體,同時收納高速鋁水前端的夾渣。
圖11:改進后的模擬分析 圖12:渣包 5、油底殼結合面氣孔解決 由魚骨圖可知,油底殼結合面氣孔可能為澆注末端排氣不良導致。該模具初始排氣結構為渣包末端開排氣槽的。該料缸直徑為90 mm,料缸充滿度為40%,采用低速填充+高速填充,高速壓射的起點設置在澆口附近區(qū)域,高速壓射時間為70 ms。 因為模具型腔內(nèi)部的空氣是高速壓射時通過排氣槽排出,而本課題油封法蘭盤鑄件與渣包的體積約700 cm3,每個排氣道的厚度最小值為0.1 mm, 排氣道總長度為300 mm,排氣道截面積為30 mm2。 氣體的流動變化取決于管道的幾何形狀變化,在流動管道的收縮階段,氣體以亞音速流逐漸加速為音速流而處于臨界參考狀態(tài),且臨界參考狀態(tài)必然出現(xiàn)在最小截面處,隨后氣流保持在音速而不再增大。在生產(chǎn)過程中,往往采用小于音速的200 m/s作為氣體排出速度粗略校核排氣槽自然排氣截面積,由
顯然 當前已有的30mm2排氣道面積不能滿足排氣需求,自然排氣能力不足。 由上述計算可知,因為排氣槽尺寸不足,模具型腔內(nèi)的氣體難以及時的排出,導致鑄件末端卷氣,且氣孔在末端油底殼連接面處分布不均勻。 解決油底殼連接面氣孔缺陷的改進方案為增大排氣道截面積,將渣包末端排氣結構優(yōu)化為搓衣板排氣結構,該結構排氣通道最小截面積為搓衣板間隙,數(shù)值為110 mm2。當然,如果條件允許,通過搓衣板后端增加抽真空進行排氣效果將會更好。 6、生產(chǎn)實踐驗證 依據(jù)上述的分析結果對該壓鑄模具完成設計更改,在原ZDC900噸壓鑄機生產(chǎn),采用沃爾林編程噴涂,壓鑄工藝參數(shù)見表2。
表2:壓鑄工藝參數(shù) 含有澆注系統(tǒng)的鑄件見圖13。
圖13:改進后的鑄件 經(jīng)生產(chǎn)驗證,優(yōu)化后的曲軸油封孔和油底殼結合面經(jīng)過X光檢驗質(zhì)量良好,見圖14和圖15;同時在金相顯微鏡下顯示孔隙度為4 %和4.5 %,滿足規(guī)定要求,見圖16和圖17。批量產(chǎn)品合格率從小于90%提升到96%。
圖14:優(yōu)化后的曲軸油封孔X光圖 圖15:優(yōu)化后的油底殼結合面X光圖
圖16:優(yōu)化后的油封孔隙度檢驗 圖17:優(yōu)化后的油底殼結合面隙度檢驗 7、結論 前油封法蘭盤壓鑄件的主要缺陷形式為曲軸油封孔氣孔以及油底殼結合面氣孔;兩處氣孔產(chǎn)生的原因分別為渣包布局不合理以及末端排氣道截面積不足;合理利用數(shù)值模擬分析和魚骨圖的質(zhì)量工具可以有效的解決該類別氣孔問題。
作者: 本文來自:《特種鑄造及有色合金》雜志2021年第41卷第01期 |






.jpg)

.jpg)
.jpg)