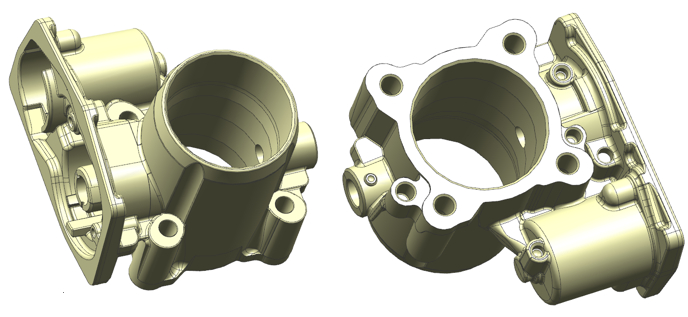
 原標題:基于MAGMASOFT的ETC節氣門鋁殼體鑄件壓鑄方案的優化與應用 摘要:近年來,隨著全球經濟的發展,汽車鋁合金零部件的需求情況對于壓鑄行業的整體發展前景有著很大程度的影響,面對日益嚴峻的行業競爭現狀與新產品開發周期的日益縮短,在短時間內交付質量滿足客戶要求的合格產品將是壓鑄企業發展的新方向;本文通過借助MAGMASOFT的DOE功能,在ETC節氣門鋁殼體鑄件前期,進行不同澆注方案和多種工藝參數模擬分析對比與優化,以此選擇最優方案,從而減少開發周期,并保證此產品一次試模成功性和順利量產與交付。 面對全球日益惡化的氣候危機和日益嚴峻的節能減排減污的大趨勢,汽車行業也將隨著節能減排與智能化的方向不斷發展;而在此大環境下誕生的電子節氣門系統(Electronic Throttle Control System簡稱ETC),已是當前汽車發動機系統中不可或缺的重要組成部分,它通過控制發動機的進氣流量,決定著發動機的運行工況,保證車輛最佳的動力性和燃油經濟性,以此進一步控制排放要求。可以預見,電子節氣門作為先進車輛控制與安全系統的關鍵技術之一,必將與其他先進汽車控制技術一樣具有良好的應用前景。 而ETC節氣門鋁殼體鑄件作為電子節氣門系統中極其重要的組件之一,必將影響著其系統的可行性和工作的穩定性;因此,壓鑄生產出符合要求的ETC節氣門鋁鑄件將顯得極其重要。本文通過借助MAGMASOFT的DOE功能,在ETC節氣門鋁殼體鑄件前期,進行不同澆注方案和多種工藝參數模擬分析對比與優化,以此選擇最優方案,從而減少開發周期,并保證此產品一次試模成功性和順利量產與交付。 1、產品結構分析與技術要求 本文研究的ETC節氣門鋁殼體鑄件的壓鑄材料牌號為AlSi12Cu1Fe ,其最大外形輪廓尺寸為111mm*109mm*84mm,此鑄件平均厚度為4mm,最大壁厚處的厚度為13mm,產品總體結構較為復雜,孤立高筋位較多,不利于鋁液的有序充填;部分位置壁厚相差較大,薄壁區域就會出現先凝固成固相狀態的現象,這就相當于將合金液分割成許多小的封閉區域,從而在厚壁處形成孤立液相區,當這些孤立液相區內的金屬液凝固收縮過程得不到補充時,內部就必然會出現縮孔縮松缺陷問題。 由于ETC節氣門鋁殼體鑄件工作環境較為復雜,需做拋丸處理,以強化鑄件的表面質量,提高其抗腐蝕能力;產品的配合安裝位置有較高的形位公差與尺寸公差要求;需保證在測漏壓力3bar時的泄漏量小于等于3cc/min,且產品局部區域的氣縮孔直徑不允許超過0.7mm,總數不超過5個,間距不小于10mm,同時不超過總面積的10%;因此,對于此壓鑄件,需要有很高的鑄造工藝設計要求,以保證鑄件內部質量能達到客戶的驗收標準;其產品結構示意圖如圖1所示:
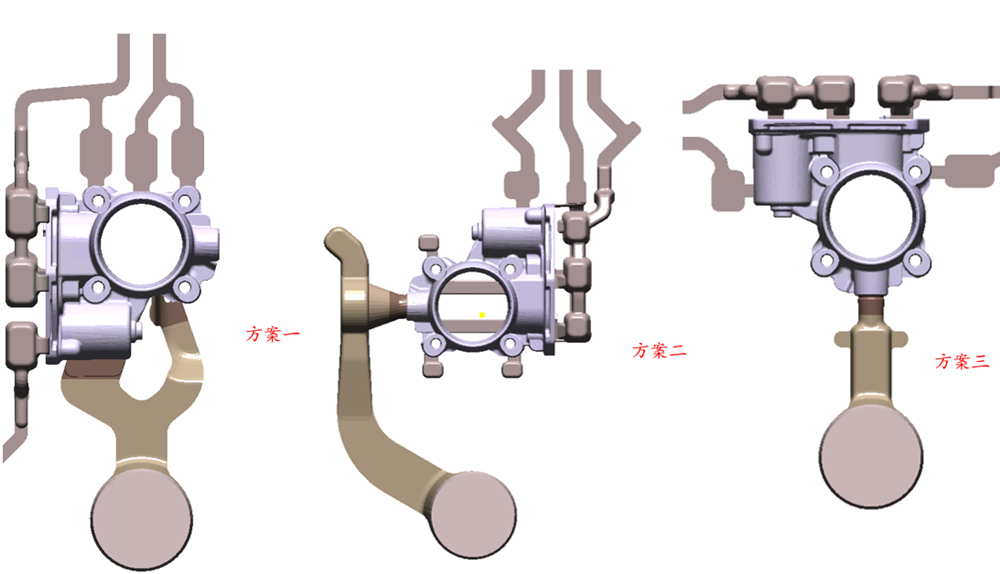
圖1:ETC節氣門鋁鑄件結構示 2、產品壓鑄方案與工藝參數設計 2.1 產品壓鑄方案設計 壓鑄生產技術中極為重要的壓鑄澆口設計環節,是決定著壓鑄件質量、壓鑄生產效率、模具壽命、壓鑄件的切邊和清理、壓鑄合金的重熔率、壓鑄機功率的效能等方面都有著深遠的影響;因此,設計合理的澆口位置、澆口厚度與大小、澆口數量是保證壓鑄質量合格的關鍵;從產品結構特點與工藝設計經驗分析來看,該ETC節氣門鋁殼體鑄件適合設計進料口的位置暫有三處;因此,本文將設計三個不同的壓鑄澆注方案,從理論的填充路徑和流動距離來看,不同的澆注方案會產生不同的填充效果,所以需基于MAGMA模擬軟件的結果進行對比分析驗證;
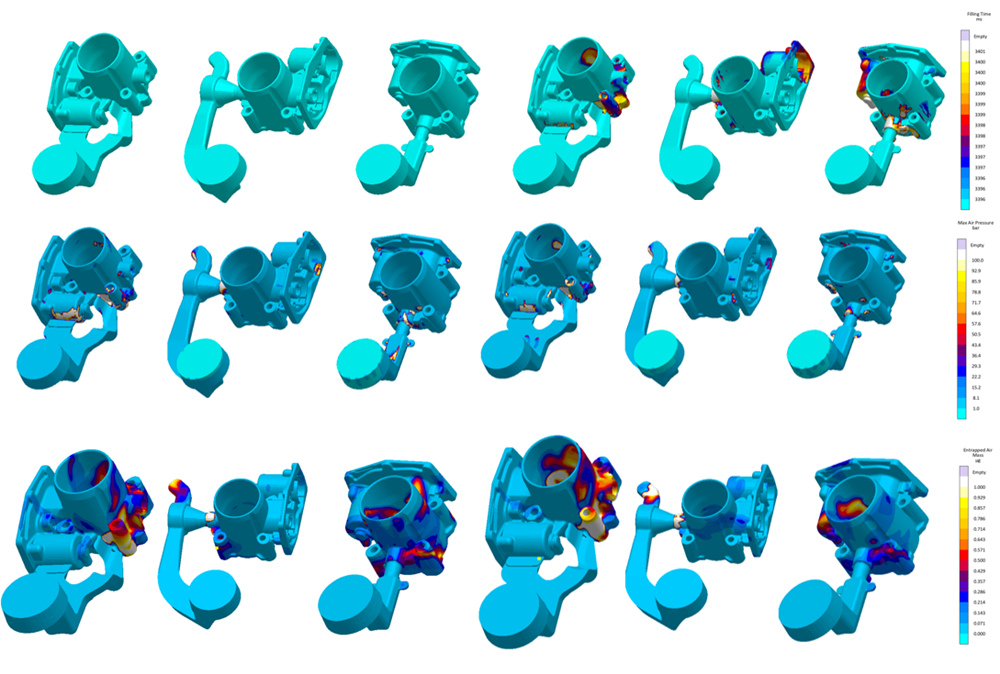
圖2:壓射方案 2.1.1 澆注方案一設計 如圖所示,澆注方案一澆口數量設計為雙股,分別設計在電機安裝位與閥板安裝位的側壁區域,選用直徑為60mm的壓射沖頭,壓射速度比為1:14;此澆注方案的優點在于金屬液的流程相對較短,對充填過程中的溫度降低值影響較小;設計三股流道,有利于壓力的傳遞與金屬液的補縮,對減少后期生產過程中出現縮孔缺陷風險有一定的正面作用;其缺點是由于產品分型與結構原因,澆道必須設計有一定的臺階位與薄壁區域,這些位置在后期的充填過程中容易出現包卷氣體的現象,并將氣體帶入型腔,后期殘留在產品中的可能性較大;另外,此產品電機安裝位不加工,澆口設計在此處,容易直接沖刷內壁型芯,且澆口位置溫度較高,容易導致電機安裝位置出現拉模、沖蝕的缺陷;且澆口位置不加工,對于后期壓鑄件的切邊與清理都有一定的負面影響; 2.1.2 澆注方案二設計 如圖所示,澆注方案二澆口數量設計為一股,位置設計在閥板安裝位的側面圓孔區域,選用直徑為60mm的壓射沖頭,壓射速度比為1:30;此澆注方案的優點是澆道可以設計的比較圓滑過渡,有利于金屬液的充填與減少充填過程中包卷氣體的現象,減少澆道帶入的氣體導致的缺陷;澆口設計在加工面位置,可以減少壓鑄件切邊和清理的工作量,降低生產成本;單股澆口,可以防止多股金屬液進入型腔后相互沖擊造成渦流、卷氣、氧化的現象;其缺點是對于澆口遠端的熱節位置的補縮作用基本缺失,需考慮其他的輔助補縮方案;且金屬液的流程相對較長,對充填過程中的金屬液溫度有一定的負面影響,局部位置可能出現冷料缺陷; 2.1.3 澆注方案三設計 如圖所示,澆注方案三澆口數量設計為一股,位置設置在閥板安裝位的側面圓孔區域,選用直徑為60mm的壓射沖頭,壓射速度比為1:30;此澆道的優點是澆口設計在加工面位置,可以減少壓鑄機切邊與清理的工作量,降低生產成本,澆道設計為直線充填的樣式,可以使鋁液充填行程減少,鋁液的溫度損失量減少;沖頭與澆口距離短,可以保證沖頭壓力的有效傳遞;其缺點是后期生產調節參數的靈活性較差,無法通過調整壓鑄參數改善產品質量。 2.2 產品工藝參數方案設計 根據對ETC節氣門鋁殼體鑄件的結構分析與質量要求,此產品選用350T壓鑄機,一模一腔設計,鑄造壓力設置為100MPa,保證有足夠的補縮效率,減少后期縮孔缺陷的出現;澆注溫度設計為660-680℃,動定模芯預熱至180-200℃;充填時低速設置為0.25m/s,高速速度設置為3m/s,高速切換點分別測試340mm與350mm兩個位置,以此確定出金屬液最平穩的充填狀態和最少渦流與卷氣的現象;同時采用線冷加點冷的溫控系統,保證模具的熱平衡狀態良好; 3、一鍵式導入的數值模擬與對比分析 鑄件的充填與凝固過程控制對壓鑄件的質量有著決定性影響,但由于這兩個過程在生產過程中都是在密閉不可見的型腔中完成,無法直接或間接觀測與分析,因此前期的數值模擬就尤為重要;通過使用邁格碼DOE功能,一鍵式導入上述三種壓射方案與兩個測試高速切換位置,一次性計算出多種方案,最快速預測出缺陷位置,找出最佳方案,提升產品內部質量,減少開發周期,降低生產成本。 3.1 充填過程模擬與分析 如圖3所示,圖片第一排模擬結果為充型時間,前三個方案的高速切換位置為340mm,充型時間短,后三個方案的高速切換位置為350mm,充型時間長,同時亮色位置為三種壓射方案最后充型的位置; 圖片第二排結果為最大氣壓結果,模擬結果亮色處為高氣壓位置,氣孔風險大。通過對比發現,方案二與方案五氣壓值相對較低,氣孔風險相對較小; 圖片第三排結果為充型卷氣結果,模擬結果亮色位置含氣量高,泄露風險性大。通過對比發現,方案二與方案五卷氣值相對較低,泄露風險相對較小; 綜合充型過程模擬結果分析,方案二與方案五的氣壓與卷氣相對較低,而方案二高速切換位置靠前,充型時間短,所以整體成型性良好。
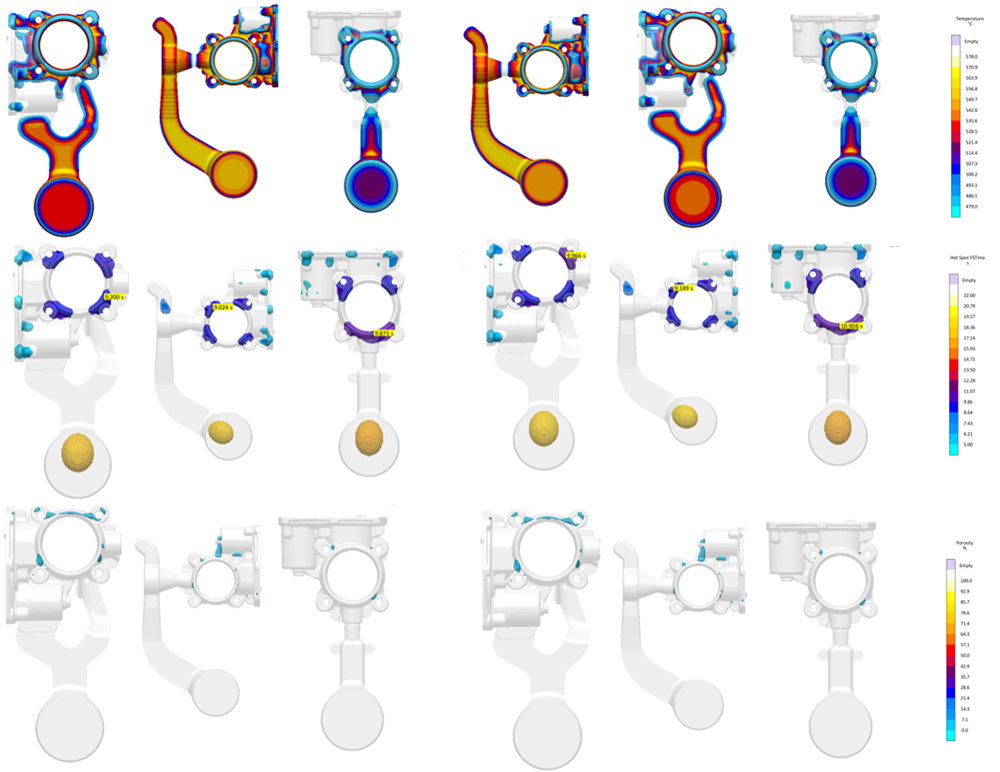
圖3:充型結果分析對比 3.2 凝固過程模擬與分析 如圖4所示,圖片第一排結果為凝固溫度場。模擬結果顯示,方案三與方案六的內澆口凝固時間最長,壓力補縮時間最長;方案一與方案四次之,壓力補縮時間居中;方案二與方案五的內澆口凝固時間最短,壓力補縮時間也是最短的; 第二排結果為熱節有效補縮時間,模擬結果亮色處為產品熱節位置,也就是產品結構相對厚大,最后凝固的位置。方案一,二,四,五熱節位置基本相同。方案三與方案六內澆口相對較厚,所以將內澆口處兩個熱節連接一起,熱節增大; 第三排結果為縮孔結果,因為壓力補縮的原因,方案三與方案六的縮孔狀態最小,其余四個方案的縮孔基本相差不大,比較下來,方案二與方案五相對較小些。 綜合凝固過程模擬結果分析,方案三與方案六的縮孔最小,但其內澆口處熱節最大,方案二與方案五的熱節與縮孔結果相對更優。
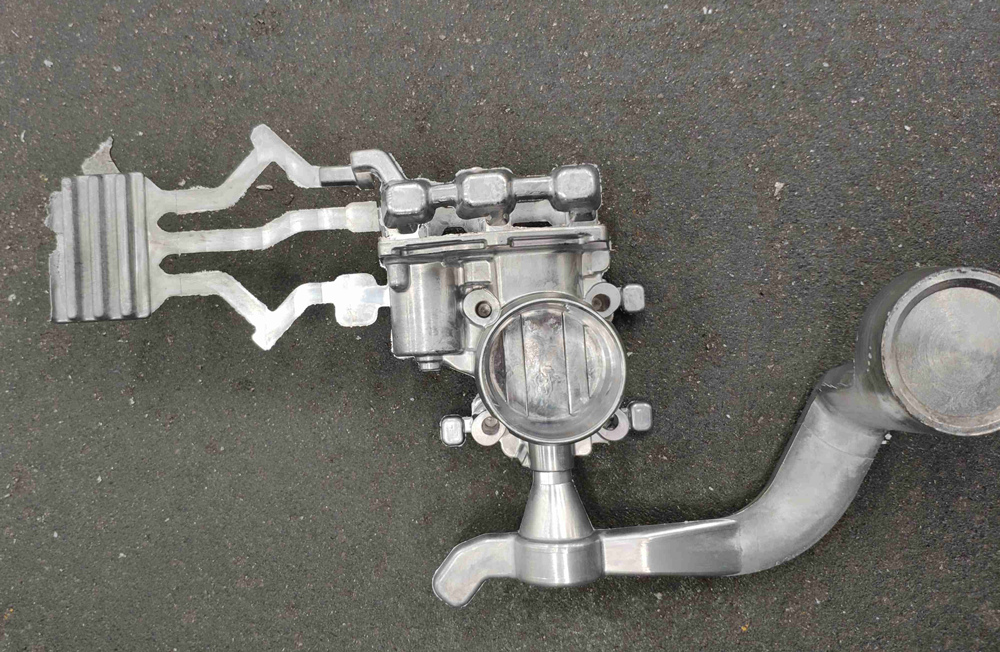
圖4:凝固結果分析對比 4、生產驗證 綜合模擬分析,采用澆注方案二進行生產,圖5為ETC節氣門鋁殼體鑄件的生產圖片;通過對產品的檢測與X光探傷,鑄件未出現超出客戶質量要求的氣孔與縮孔缺陷;也通過了側漏要求,未出現泄漏情況;鑄件表面光亮,無明顯的冷料、澆不足的缺陷出現,整體效果完全滿足客戶的質量檢測要求,順利量產。
圖5:ETC節氣門鋁殼體鑄件實物圖
作者: |
.jpg)

.jpg)
.jpg)