 圖1.原始重力鑄造模具底部的金屬液滲漏現(xiàn)象 模具設(shè)計是一個相當(dāng)復(fù)雜的工作,因為在設(shè)計時必須同時考慮金屬液的流動以及金屬凝固順序。除此之外,模具因為溫度熱傳造成的應(yīng)力變形也可能導(dǎo)致其他問題的發(fā)生。CM Taricco 是意大利的一家模具制造商,在開發(fā)新型模具時發(fā)現(xiàn)在每次鑄造時,模具底部會發(fā)生金屬液滲漏問題。在模具開始生產(chǎn)時,這個現(xiàn)象僅少數(shù)發(fā)生;隨著生產(chǎn)模次增加,這個現(xiàn)象會越來越嚴(yán)重。一旦發(fā)生問題,生產(chǎn)人員就必須立刻進(jìn)行問題排除,因為這會造成生產(chǎn)時間無法預(yù)期,并增加鑄件成本 研究問題發(fā)生原因 由于這套重力鑄造模具在初始開發(fā)時,就已經(jīng)進(jìn)行澆鑄系統(tǒng)及渣包位置的評估及數(shù)值模擬,因此判定問題應(yīng)該不是由金屬液的流動造成。Gabriele Taricco (CM Taricco 公司創(chuàng)辦人) 提出疑問,認(rèn)為滲漏問題可能來自于鑄造過程中的熱應(yīng)力。由于進(jìn)行模具設(shè)計時未同時評估模具冷卻路徑,導(dǎo)致模具發(fā)生嚴(yán)重的積熱。而這個問題造成模具底部發(fā)生不可預(yù)期的嚴(yán)重變形,導(dǎo)致金屬液從該處發(fā)生滲漏。為了確認(rèn)此現(xiàn)象是否真實發(fā)生,該公司采用 FLOW-3D 進(jìn)行數(shù)值模擬,希望能夠確認(rèn)是否這個問題能夠在仿真工藝中重現(xiàn),進(jìn)而從模具設(shè)計上解決這個問題。
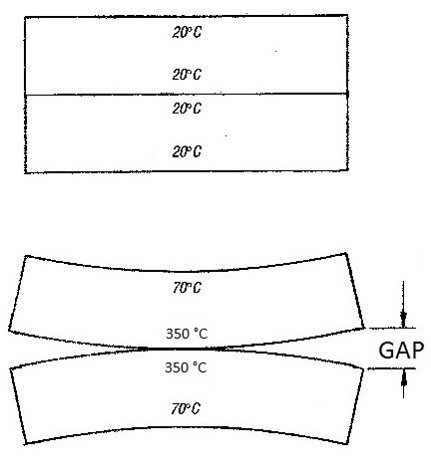
圖2-1.金屬液發(fā)生滲漏的位置
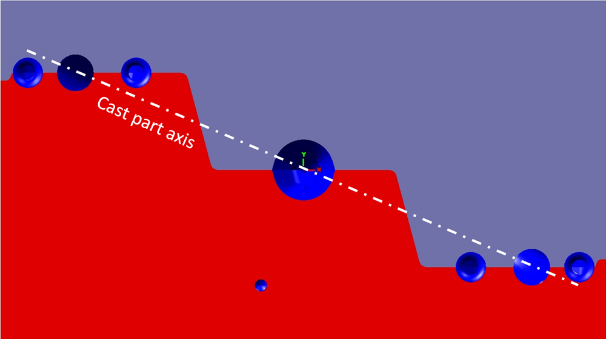
圖2-2.在模具不均勻溫度分布下,可能造成模具之間發(fā)生間隙 數(shù)值設(shè)定與問題判定 利用 FLOW-3D,整個數(shù)值模型可在短時間內(nèi)完成設(shè)定并且進(jìn)行計算。FLOW-3D 對于網(wǎng)格簡單且高效能的處理能夠讓數(shù)值網(wǎng)格減少,并且提高執(zhí)行效率。與一般軟件傳統(tǒng)網(wǎng)格設(shè)定方式相比較,F(xiàn)LOW-3D 能夠在較短的運行時間內(nèi)提供高精度的分析結(jié)果。 在此分析案例中,考慮到分模面位置的設(shè)計,所采用的第一個技巧是在分割網(wǎng)格前進(jìn)行了圖面旋轉(zhuǎn),這樣能夠?qū)⒕W(wǎng)格盡量控制在鑄件位置,即便是鑄件上有較細(xì)小的細(xì)節(jié)特征,F(xiàn)LOW-3D 仍然能夠完整的描述。
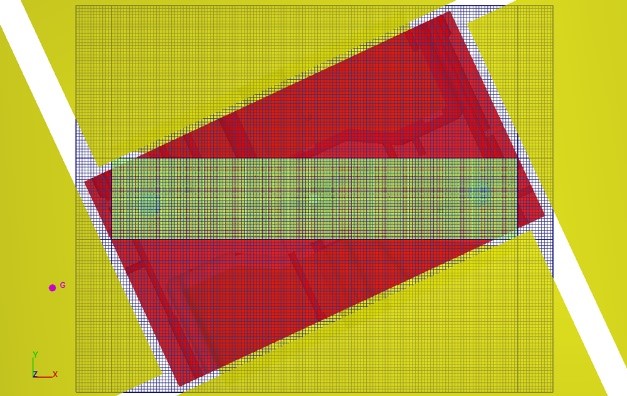
圖3-1.根據(jù)分模面位置,將模具圖面進(jìn)行旋轉(zhuǎn) 第二個技巧是為內(nèi)腔(薄壁)使用新的隨形網(wǎng)格,同時為整個區(qū)域保留傳統(tǒng)的較大網(wǎng)格塊。隨形網(wǎng)格適合開放體積,僅限于填充間隙很小的型腔。 模具和型芯的全局視圖及其與網(wǎng)格塊的對齊方式 另外,為了減少網(wǎng)格計算數(shù)量,在模具圖面旋轉(zhuǎn)20度后,再利用 FLOW-3D 的 “domain removing” 組件移除不需要進(jìn)行計算的網(wǎng)格區(qū)域。
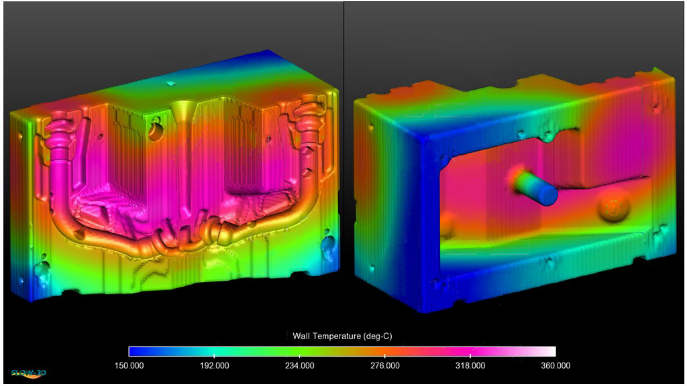
圖3-2.利用FLOW-3D的Domain removing 技術(shù)大幅減少計算所需的數(shù)值網(wǎng)格 其余的設(shè)置遵循傳統(tǒng)的方案,利用軟件的大多數(shù)推薦默認(rèn)值。由于這些特性和 FlOW-3D 中新的區(qū)域分解特性,可以將原計劃的900萬個網(wǎng)格減少到流體網(wǎng)格區(qū)域僅184萬個網(wǎng)格,固體網(wǎng)格區(qū)域僅243萬個網(wǎng)格。 利用上述網(wǎng)格設(shè)定技巧,成功的將分析網(wǎng)格減少了約80%的數(shù)量,這能夠大幅縮短所需的計算時間。 成形分析 填充模擬后,為保證良好的充型,將模擬的重點轉(zhuǎn)向熱模循環(huán)分析。在這種情況下,設(shè)置快速而簡單,只需要1小時就可以在一臺普通臺式機(jī)(i7 5930K,商業(yè)價值1500美元)上復(fù)制10個生產(chǎn)周期。結(jié)果證實了CM的最初假設(shè):通過觀察溫度場,從不同的角度和單圖像中的橫截面,利用FlowSight,可以清楚地看到模具的溫度分布很容易導(dǎo)致預(yù)期的變形和金屬液滲漏。 模具熱循環(huán)過程中的模具溫度模擬 利用 FLOW-3D 的模具熱循環(huán)分析技術(shù),能夠完整地模擬模具在經(jīng)歷充型、凝固冷卻后,因為熱量累積造成的模具溫度分布。在初始設(shè)定時,預(yù)設(shè)模具經(jīng)歷十次開關(guān)模具的生產(chǎn)工藝。利用FLOW-3D的后處理模塊 FlowSight 進(jìn)行分析結(jié)果輸出,CM Taricco 確認(rèn)在模具底部確實發(fā)生了溫度不均勻分布造成的積熱現(xiàn)象。而這些區(qū)域應(yīng)該就是造成滲漏問題的主要位置。
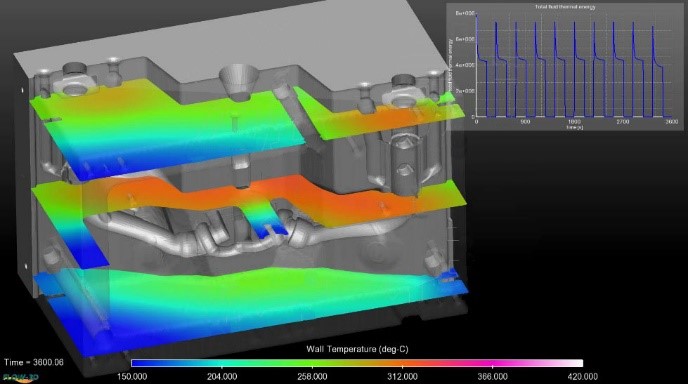
圖4-1.模具熱循環(huán)分析
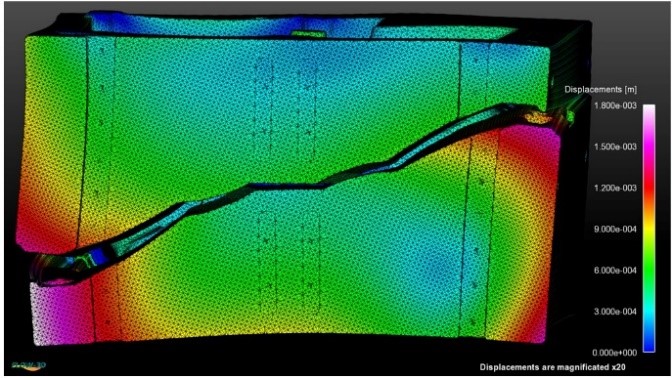
圖4-2.模具溫度分布(歷經(jīng)十次成形后的模具積熱分布) 模具變形分析 在判定問題可能是由模具溫度造成的模具變形,導(dǎo)致金屬液滲漏問題后,CM Taricco 公司希望能夠確認(rèn)模具的變形量,以進(jìn)行模具設(shè)計變更。XC Engineering 協(xié)助 CM Taricco 公司進(jìn)行FLOW-3D設(shè)置和執(zhí)行計算,利用FLOW-3D直接計算因為模具溫度分布不均造成的模具變形量,而這些變形結(jié)果可以在FLOW-3D后處理模塊 Flowsight中直接確認(rèn),并且同時量測變形量尺寸。
圖5-1.模具變形量計算
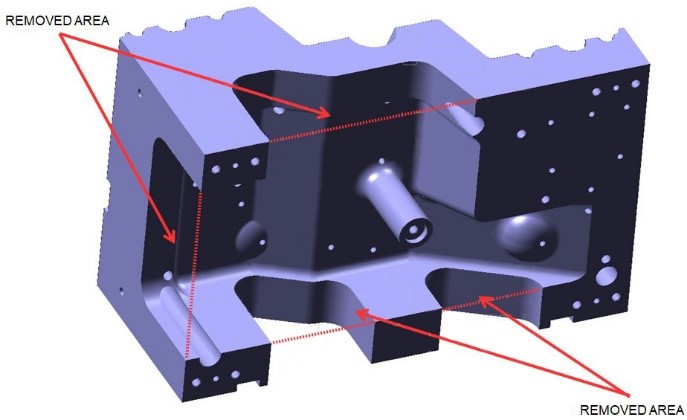
圖5-2.模具之間因為熱變形造成之間隙尺寸計算 模具設(shè)計變更 在確認(rèn)模具積熱確實會造成模具發(fā)生變形,導(dǎo)致金屬液滲漏后,CM Taricco 公司進(jìn)行了以下的模具變更設(shè)計。利用調(diào)整分模面設(shè)計,讓模具本體在合模時增加了多余的支撐位置,以減少模具發(fā)生變形的可能性。另外,在設(shè)計時同時考慮溫度不均勻分布造成的熱變形溫度,在模具厚度上做了可適性的調(diào)整。
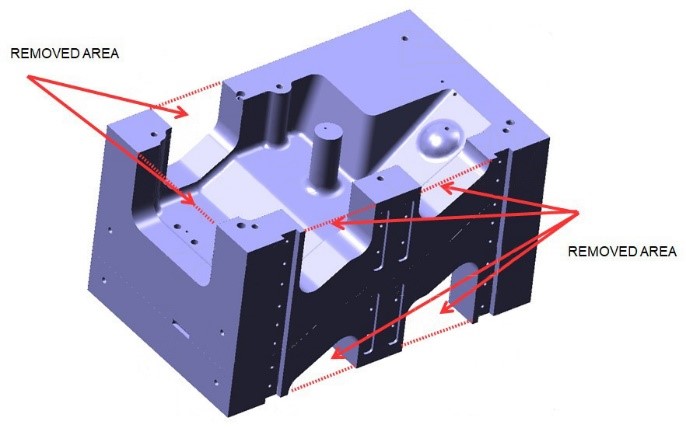
圖6-1.模具設(shè)計變更1
圖6-2.模具設(shè)計變更2 結(jié)論 在進(jìn)行模具設(shè)計變更后,CM Taricco 公司再次以 FLOW-3D 進(jìn)行驗證,確認(rèn)模具變形量在可接受范圍內(nèi)后,再進(jìn)行模具修改。新的模具能夠讓熱量均勻的分布到模具本體,不再發(fā)生不均勻的溫度分布造成模具局部熱應(yīng)力集中,而這反應(yīng)的就是完美的鑄件成形。在后續(xù)量產(chǎn)成形時,該套模具不再發(fā)生模具滲漏問題。不但大幅提高生產(chǎn)效率,也大幅地降低鑄件成形成本。
圖7.完成模具設(shè)計變更后的新鑄件,不再發(fā)生模具滲漏問題
作者: |

.png)

.jpg)

.jpg)
.jpg)